I
Изобретение относится к области обработки металлов давлением и может быть использовано для периодической подачи загтсжок в рабочую зону пресса.
Известно устройство для периодической подачи заготовок в рабочую зону пресса, содержащее подающую каретку, приводимую в движение от привода, и механизм периодической остановки каретки и J.2J .
Недостатком известного устройства яв- ляется недостаточная точность шага подачи.
Целью настоящего изобретения является повышение точности щага подачи.
Поставленная цель достигается тем, что механизм периодической остановки каретки выполнен L виде приводимых во вращение от привода через подающую каретку дисков, на которых установлены командные флажки, взаимодействующие с бесконтактными датчиками. Командные флажки могут быть устансжлены с возможностью регулировочного перемещения при помощи гайки на микрометрических винтах, которыми снабжены диоки, и снабжены фиксирующими винтами.
Для точной фиксации подающей каретки в заданном положении устройство снабжено электромагнитом.
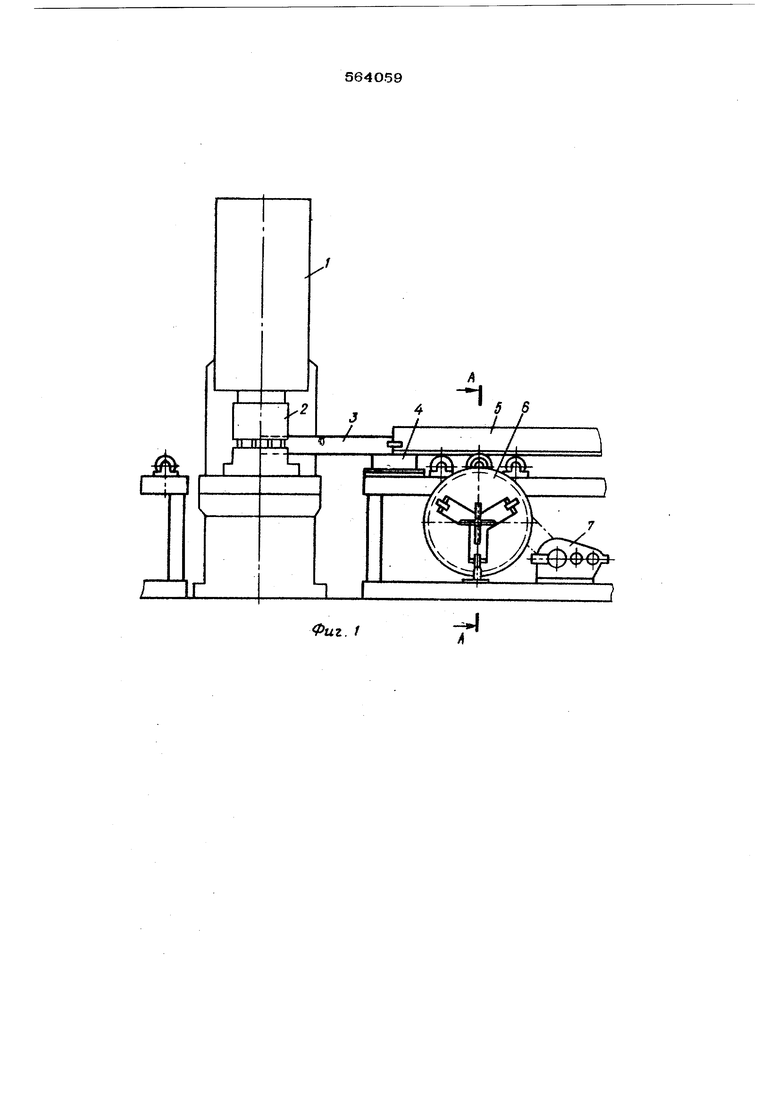
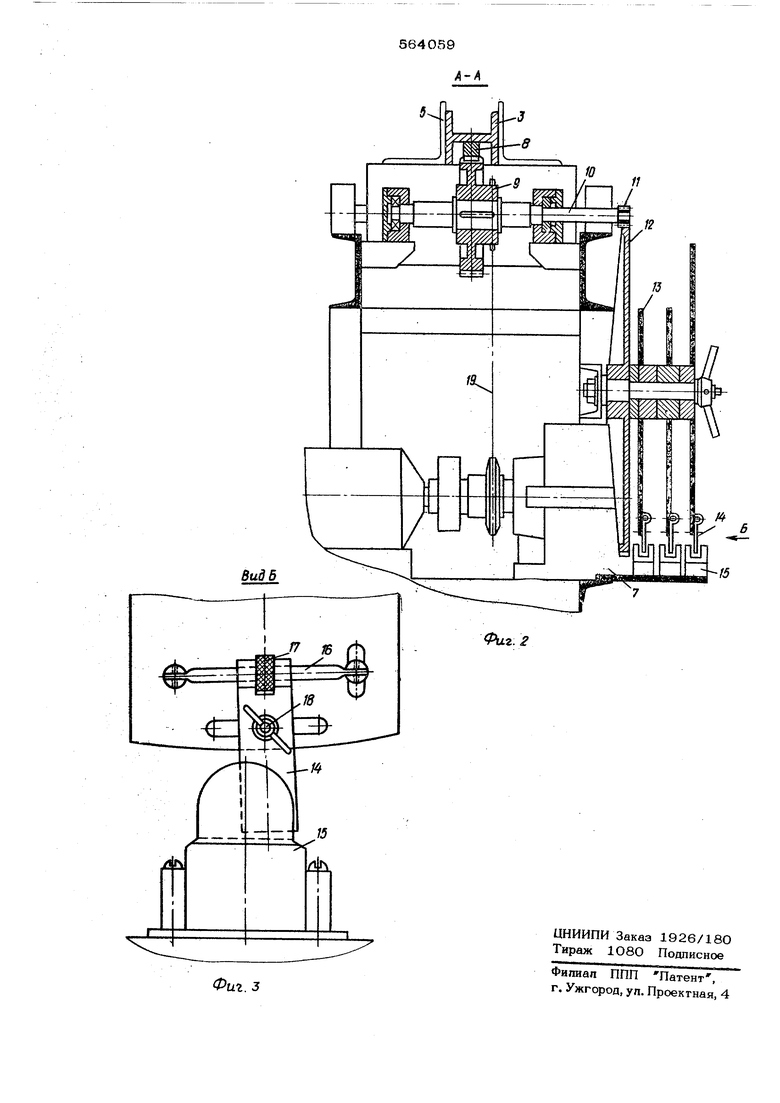
На фиг. 1 изображено предлагаемое устройство, общий вид на фиг. 2 - разрез А-А фиг. Ij на фиг. 3 - вид Б фиг. 2.
Устройство для периодической подачи заготовок в рабочую зону пресса установлено у пресса 1, на котором смонтирован универсальный щтамп 2, и содержит подающую каретку 3. На станине устройства смонтирован электромагнит 4, фиксирующий положение каретки 3 с заготовкой 5, механизм 6 периодической остановки каретки, реверсивный привод 7 рольганга. На подающей каретке 3 установлена зубчатая рейка 8, входящая в зацепление с щестерней 9 реверсивного привода.
На валу 10 шестерни 9 закреплена шестерня 11, входящая в зацепление с зубчатым колесом 12 механизма 6, вкяюча.ющего ряд дисков 13. Количество дисков зависит от числа программ работы устройства. На дисках 13 устаг1овлег)ы командные флажки 14, расстояние между которыми
по дуге окружности диска соответствует шагу подачи. Количество флажксж определяется числом шагов периодической подачи заготсфки.
Флажки при вращении дисков входят в пазы бесконтактных датчике® 15, взаимодейстауя при этом с ними. Флажки 14 подвешены на микрометрических винтах 16, регулирование их относительно бесконтактных датчиков производится регулировочной гайкой 17, После регулировки флажки фиксируются стопорными винтами 18, которые располагаются в прорезях дисков.
Устройство работает следующим образом.
Перед началом обработки заготовки на дисках 13 устанавливают в соответствии с заданной программой флажки 14. При помощи микрометрического винта 16, регулирсжочной гайки 17 и стопорного винта 18, в Зависимости ог требуемой точности отсчета, устанаЬливакггся и регулируются командные флажки 14. Включается реверсивный пр1тод, который при помощи цепной передачи 19 вращает шестерню 9 и через вал 10 шестерню 11 и дисковый механизм перисдической остановки каретки 6Одновременно подающая каретка 3 зубчатой рейкой 8 перемещается в зону действия штампа 2. При вращении флажок входит в паз бесконтактного датчика, привод подачи отключаетсяJ однсжременно срабатывает электромагнит 4, останавливая подающую каретку с заготсжкой в позиции для ее проколки штампом. После выполнения штампом заданной программой операции вновь включается привод подачи, и заготовка перемещается тем же порядком н шаг до момента вхождения очередного флаж ка в паз бесконтактного датчика; после чего следует оетансжка механизма подачи и остановка подакяцей каретки эпектромагиктом. Таким образом циклы подачи периодически повторяются до окончания, выполнения устройством программы.
После окончания обработки заготовки по всей длине, заготовка, например уголок, для проволоки отверстий во второй полке кантуется, закрепляется на каретке привод с одновременным включением программы, заданной флажками на очередном диске, включается на обратный ход, и цикл повторяется в той же последовательности.
Формула изобретения
1.Устройство для периодической подачи заготовок в рабочую зону пресса, содержащее подающую каретку, приводимую в движение от привода, и механизм периодической остановки каретки, о т л и ч а ю щ ее с я тем, что, с целью повышения точности шага подачи, механизм периодической остансжки каретки выполнен в виде приводимых во вращение от привода через подающую каретку диске, на которых устансжлены командные флажки, взаимодействующие с бесконтактными датчиками.
2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что командные флажки устансжлены с возможностью регулировочного перемещения при помощи гайки на микрометрических винтах, которыми снабжены диски,
и снабжены фиксирующими винтами.
3.Устройство по п. 1, о т л и ч а ю- щ е е с я тем, что, с целью фиксации подающей каретки в заданном положении, оно снабжено электромагнитом.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 307839, кл. В 21 D 43/О6, 1970.
2.Авторское свидетельство СССР
Nb 80680, кл. В 21 D 43/06, 1949 г. Фиг. 1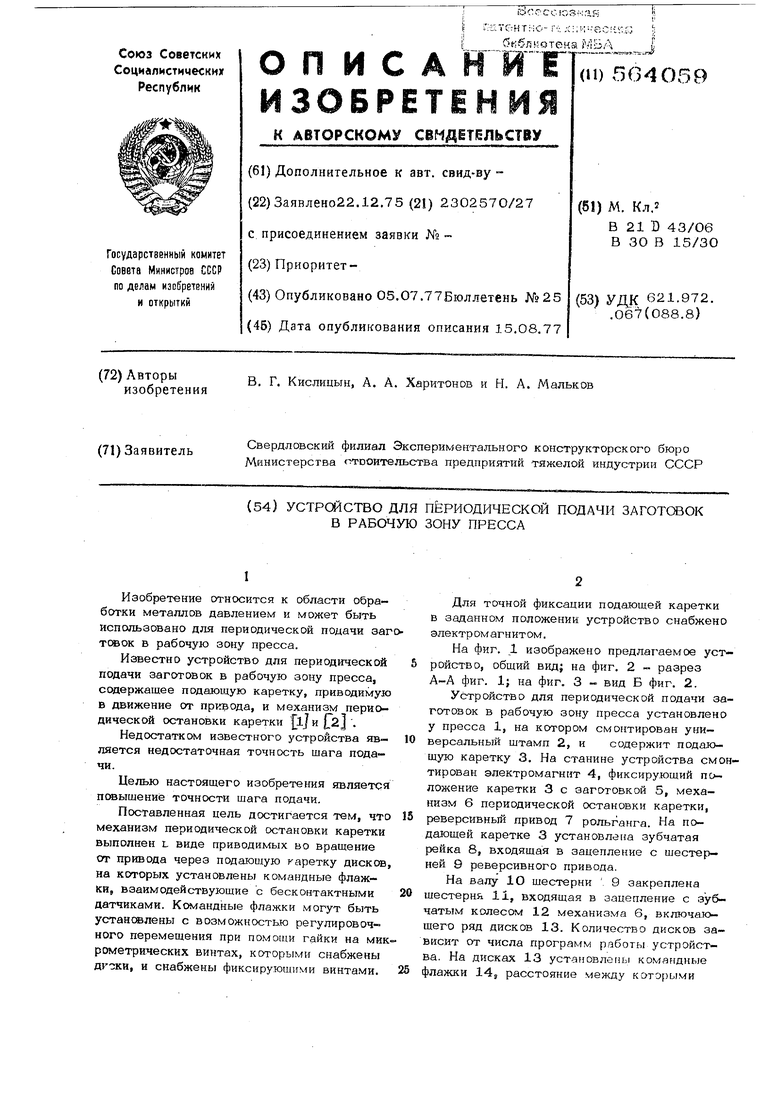

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1980 |
|
SU889226A1 |
| Станок для намотки электрических катушек | 1979 |
|
SU871238A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для отмера длины | 1989 |
|
SU1717945A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Станок для намотки электрических катушек | 1977 |
|
SU718867A1 |
| Способ подачи полосового материала к прессу и устройство для его осуществления | 1985 |
|
SU1279719A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1989 |
|
SU1712036A1 |