1
Изобретение относится к обработке металлов давлением, в частности к станам для прокатки профилей переменного сечения, и найдет широкое применение на предприятиях машиностроения.
По основному авт. св. t 564067 известен стан для прокатки профилей переменного селения, содержавший установленные в станине рабочие валки, привод вращения валков и привод вертикального перемещения одного из валков механизм для управления вертикальшм перемещением одного из вапков в зависимости от скорости изделия, размещенный на выходе изделия из валков, при этом механизм для управления вертикальным перемещением одного из валков выполнен в виде связанного с прив.одом вертикального перемещения проrpaMivjHoro кулачка, валка, кинематически связанного с ним, вала, размещенного вдоль направления выхода изделия и имеющего винтовую канавку, направляющей с кареткой, на которой, размэцен ролик, контактирующий с винтовой канавкой вала, и щупа, имеющего возможность взаимодействовать с выходящим из валков изделием. На данном стане осуществляют прокатку профилей переменного сечения путем бес-
ступенчатого изменения скорости перемещения валка в зависимости от скорости выхода изделия.
Прокатываемое изделие, выходя из рабочих валков, перемещает каретку, на которой установлен ролик, контактируюций с винтовой канавкой вала,размещенного вдоль направления выхода изделия. Вал с винтовой канавкой ки10нематически связан с программным кулачком, который воздействует на шток управляющего гидравлического золотника;, в результате чего изменяется количество масла, подаваемого в
15 полости гидроцилиндра, перемаданхцего траверсу с валком. Закон изменения профиля по длине прокатываемой заготовки задается программным кулачf OM l.-,
20
Однако для прокатывания изделий постоянного профиля на таком стане необходимо каретку, имеющую ролик, контактирующий с винтовой канавкой вала, размещенного вдоль направления
25 выхода изделия, зафиксировать в переднем положении, при этом снять ptivai и щу.п, контактирующий с прокатываемой деталью, заменить программный кулачок. Для прокатки деталей, в которых одно30временно имеются участки как постейнного, так т переменного сечения, гребуетоя изготовление программных кулачков сложного профиля, А если Детали,отличаются только длиной учасТ ков как постоянногоf так к переменноро профиля у то необходиьФа разные |раммныа кулачки.
1Двль изобретения уменьшение тру дозатрат при переналадке стана при прокатке деталей постоянного сечения и деталей, в KOTOJ X одновремеяйо имеются участки как постоянного, так и переменного сечения.
Поставленная цель достигается тем Что стая для прокатки деталей переменного сечения, содержаиу й установленные э стамине рабочие валки, при1 од вращения валков и приводвертикального перемещения одного из валков механизм для управления вертикальным Перемещением одного из валков, выполЧенный в вида свяэаннохо с приволом вертикального перемещения программного кулачка, валка, кинематически свяdaHHoro с ним, вала, размещенного 4доль направления выхада изделия к „ .имеющего винтовую канавку, направляюjjjieft с кареткой, на которой размещен , контактирующий с винтовой кайавкой вала, и лупт, имеющего возможность взаимодействия с выходящим из валков изделием, снабжен механизмом включения и выключения програмйного кулачка, выполненным в виде электромагнитной муфты, установленных нац кареткой последовательно- по направлению-ее пере1лещения, а также размещенного на каретке упора, имеющего возможность взсшмодействия с дачиками.
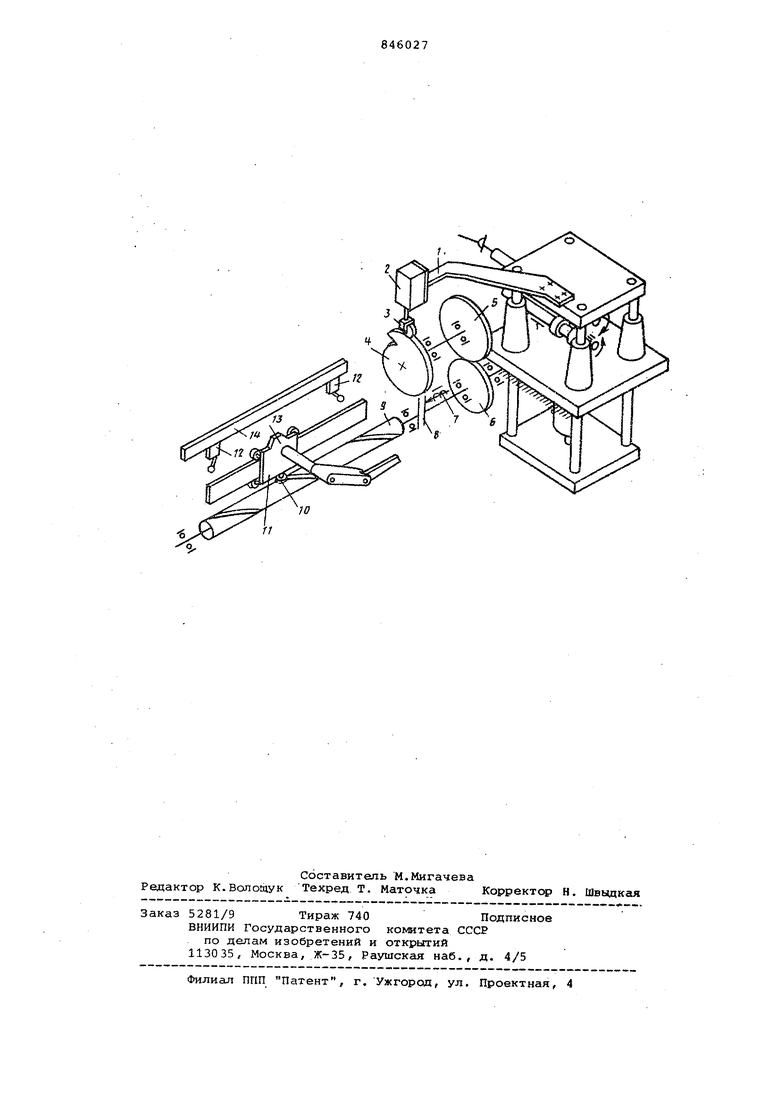
На чертеже схематично изображен стан для прокатки профилей переменного сечения
На кронштейне 1, установленном на треверсе рабочей клети, укреплен управляющий гидравлический золотник 2, шток 3 которого контактирует с программным кулачком 4 о Программный кулачок 4 установлен на одном валу с зубчатым колесом 5, которое находится в зацеплении с зубчатым колесом б установленным на валу 7, который электромагнитной муфтой 8 связан с вало
9,имекедим винтовую канавку. Винтова канавка вала 9 контактирует с ролико
10,установленным на каретке 11, перемещаемой прокатывае клЕМ изделием, выходящим из рабочих валков.
Вдоль направления перемавдения каретки II установлены датчики 12, которые при- взаимодействии с упором 13 каретки 11 подают команды на вклю ение и выключение электромагнитной муфты 8, причем датчики 12 подвижно установлерд на линейке 14,
Е проиессе работы стана прокатываемое издсглие, выходящее из рабо-чих валков перемещает каретку 11 с ролико 10, контактируюидам с ВКИТОБОЙ канавкой вала 9. При включенной электромагнитной iviyc&Te 8 вращение вала 9 передается через зубчатые колеса 5 и 6 программному кулачку 4,который вэаямодейстэует с управляющим гидравлическим золотником 2,- управлякщим вертикаль-ным перемегденнем рабочего валка. Таким образом, обеспечивается прокатка профиля с переменным сечеЬием.
При включенной электромагнитной муфте 8 вра1де ще вала не передается программному кулачку 4 и обеспечивается прокатка, профиля с: постоянным сечением. Команды на включение и выключение электромагнитной м;/фты 8 поступают от датчиков 12, контактирую цих с yisopoM 13 каретки 13. В зависимости от 11рофиля прокатываемой детгиги датчики 12 могут быть установлены в любом месте лкнейки 14.
Предлагаемое изобретение позволя.ет при прокатке одного изделия в нужные моменты включать и выключать вращение программного кулачка и тем самым получать при прокатке одного изделия участки как с постояншлм,- так и переменгелм по длине сечением.
Формула изобретения
Стан для прокатки профилей переменного сечения по авт. св. № 564067 отличающий с я т eivi, чт о, с целью уменьшения трудозатрат при переналадке, он снабжен механизмом вклчения и выключения программного кулачка, выполненным Б виде электромагнитной муфты, установленной на валу, датчиков включения и выключения элекромагнитной муфты, установлеиных над кареткой поапедовательно по направлению ее перемещения, а также размещенного на каретке упора, имеющего возможность взаимодействия с ЯатИсками,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 564067, кл, В 21 Н 8/00, 15.03.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Стан для прокатки профилей переменного сечения | 1978 |
|
SU710739A2 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Устройство для автоматического регулирования толщины полосы | 1981 |
|
SU1011291A1 |
| Устройство управления станом поперечно-винтовой прокатки | 1984 |
|
SU1232309A1 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |