1
Изобретение относится к обработке металлов давлением, в Частности к прокатному производству, а именно к устройствам дляпрокатки.профилей переменного сечения.
Известны станы для прокатки профилей переменного сечения, содержащие два валка, привод вертикального перемещения одного из валков и механизм для управления перемещением валка 11 .
Известный стан предназначен для прокатки изделий в одном направлении, а в случае необходимости осуществления второго пропуска заготовку необходимо переносить вновь на входную сторону стана, что является существенным недостатком.
Известен также стан для прокатки профилей переменного сечения, содержащий станину, два калиброванных рабочих валка, образу1ощих калибр, с приводом.их вращения, следящий гидравлический привод возвратно-поступательного перемещения вгшков с золотником и копиром 2 .
К недостаткам такой конструкции следует отнести необходимость возврата заготовки после первого пропуска в исходное положение или изменения направления вращения валков для осуществления второго пропуска, что снижает производительность стана и не позволяет автоматизировать процесс. Кроме того, в данном стане величина обжатия задается в функции .угла поворота валков, что требует учета опережения металла при прокатке.
0
Цель изобретения - автоматизация процесса и увеличение производительности стана.
Поставленная цель достигается тем,
5 что стан снабжен установленным в станине между двумя валками и образующим с ними калибры третьим калибpoBaHHijOM валком с расположением геометрических осей всех трех ваЛков в
0 одной плоскости, дополнительным копиром, подвижной кареткой, связанной с копирами, и механизмом переноса и кантовки прокатываемого профиля.
Кроме того, механизм переноса и
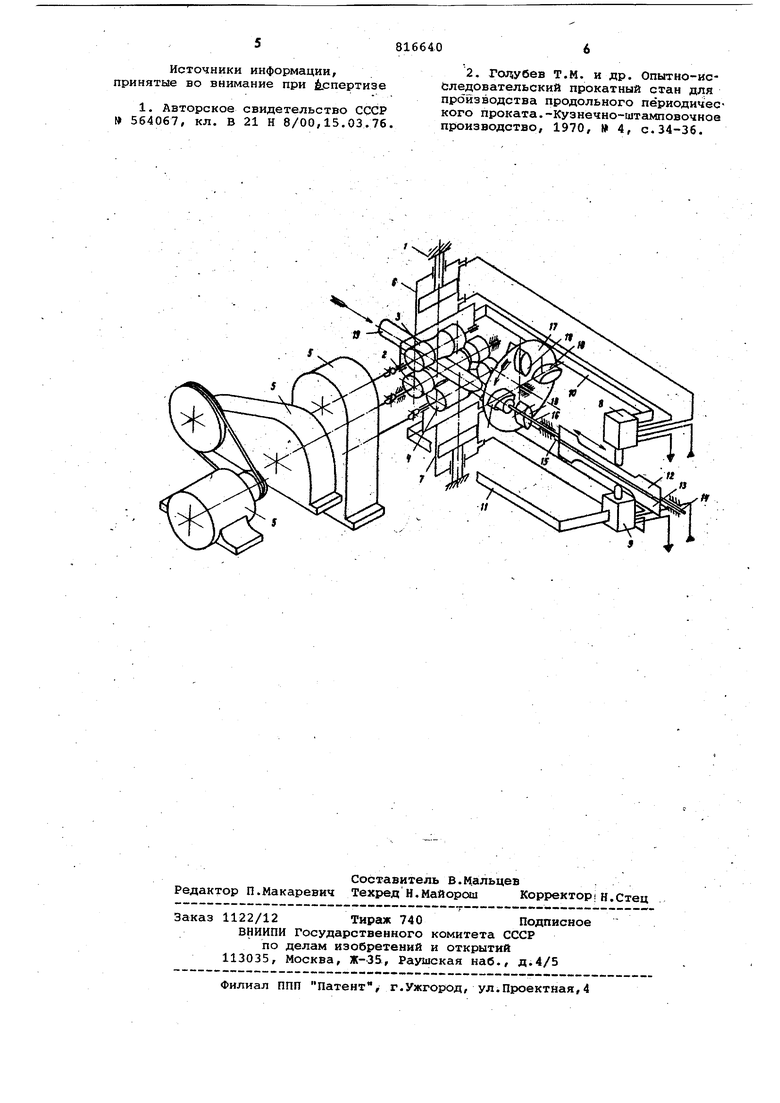
5 кантовки прокатываемого профиля выполнен в виде диска с четырьмя ловителями, равномерно расположенными по окружности с радиусом, равным диаметру валков, причем центры двух смежн-ых ловителей расположены на ге0ометрических осях калибров, образованных валками. На чертеже изображен предлагаеглый стан, общий вид. Стан для прокатки профилей переменного сечения состоит из станины 1 среднего валка 2, подшипники которо го установлены в станине, BepxHero J валка 3, нижнего валка 4, привода 5 вращения валков, верхнего 6 и нижнего 7 нажимных цилиндре в. Верхний 3 -и нижний 4 валки установлены в подишпниках, смонтированных в нажимных цилиндрах б к 7. Следящие золотники 8 и 9 закреплены на соответствующих цилиндрах с помощью,рычагов 10 и 11. Копиры 12 и 13 первого и второго про пусков смонтированы на подвижной каретке с толкателями 15 и 16. Механиз переноса и кантовки заготовки состоит из, диска 17 с четырьмя ловителями 18. Диск механизма переноса и кан товки может совершать прерывисто вра щательное движение с помощью специального механизма (-не показан). Ось вращения диска расположена так, что оси двух смежных ловителей совпадают с центрами калибров первого и второг пропусков. Стан работает следующим образом. Исходная заготовка 19 постоянного сечения подается в калибр nepBciro пропуска, образованный валками 2 .и 3. За счет вращения валков заготовка 19 прокатывается между валками 2 и 3 и выходящим концом воздействует на толкатель 16, торец которого в исход ном положении находится в диаметраль ной плоскости валков по центру калиб ра. Вместе с толкателем 16 перемещается каретка 14 с копирами 12 и 13. Копир 12 воздействует на щуп следяще го золотника 8, связанного с верхним цилиндром 6, благодаря чему изменяет ся зазор между валками 2 и 3 в соответствии с профилем копира 12 первого.пропуска. Таким образом, профиль после прокатки в первом калибре в точности соответствует, профилю копира первого пропуска. При прокатке в первом пропуске заготовка входит в один из ловителей 18 механизма переноса и кантовки заготовки. При этом диск 17 механизма кантовки неподви-. жен. После прокатки заготовки 19 в первом пропуске и вьлхода ее заднего конца за пределы зоны деформации валков включается привод вращения диска 17 и диск совершает поворот на ЭО, в результате чего ось заготовки 19 совпадает с калибром второго пропуска, образованным валками 2 и . 4, а сама заготовка оказывается поверну той вокруг своей оси на 90° по сравнению с положением ее при прокатке в первом пропуске. Затем с помощью толкающего привода (не показан) каретка 14 с копиром 12 и 13 перемещается в сторону рабочих ваПков и толкателем 15 заталкивает заготовку в калибр второго пропуска между валками 2 и 4 . Величина обжатия во втором пропуске определяется профилем копира 13 второго пропуска, воздействующего на. щуп золотника 9, связанного рычагом 11 с нижним цилиндром 7. Поскольку длина копира 13 второго пропуска равна длине копира 12 пропуска, происходит точное совмещение участков профиля. Процесс прокатки заготовки во втором пропуске заканчивается, когда торец толкателя 15 совпадает с диаметральной плоскостью валков, при этом толкатель 16 первого пропуска занимает такое же положение и стан готов к прокатке следующей заготовки. Приведенная конструкция стана не требует реверсирования валков или передачи заготовки в исходное положение перед вторым пропуском, что повышает производительность стана и позволяет автоматизировать процесс. Кроме того, схема привода копиров исключает влияние опережения и пробуксовок на длину заготовки после первого пропуска и И-еобходимость предварительного совмещения участков профиля для прокатки во втором калибре. Благодаря равенству диаметров бочки валка и- радиуса окружности, на которой расположены ловители,значительно упрощается конструкция механизма переноса и кантовки заготовки. Формула изобретения 1.Стан для прокатки профилей переменного сечения, содержащий станину, два калиброванных рабочих валка, образующих калибр, с приводом их вр -щения, следящий г щpaвличecкий привод возвратно-поступательного перемещения валков с золотником и копиром, отличающийся тем, что, с целью автоматизации процесса и ув§-личения производительности стана, ац снабжен установленным в станине Mexgpty двумя ва 1ками и образующим с ними калибры третьим калиброванным валком с расположением геометрических осей всех трех валков в одной плоскости, дополнительным копиром, подвижной кареткой, связанной с копира1ли, и механизмом переноса и кантовки прокатываемого профиля. 2.Стан по П.1, от ли ч а ю щ и и с я тем, что механизм перено са и кантовки прокатываемого профилч выполнен в виде диска с четырьмя ловителями, равномерно расположенные и по окружности с радиусом, равным иаметру валков, причем центры двух смежных ловителей расположены на геометрических осях калибров, образованных валками.
Источники информации, принятые во внимание при йрпертизе
1. Авторское свидетельство СССР 564067, кл. В 21 Н 8/00,15.03.76.
2. Т.М. и др. Опытно-исследовательский прокатный стан для производства продольного периодического проката.-Куэнечно-штамповочное производство, 1970, 4, с.34-36.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| СТАН ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1973 |
|
SU376155A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
