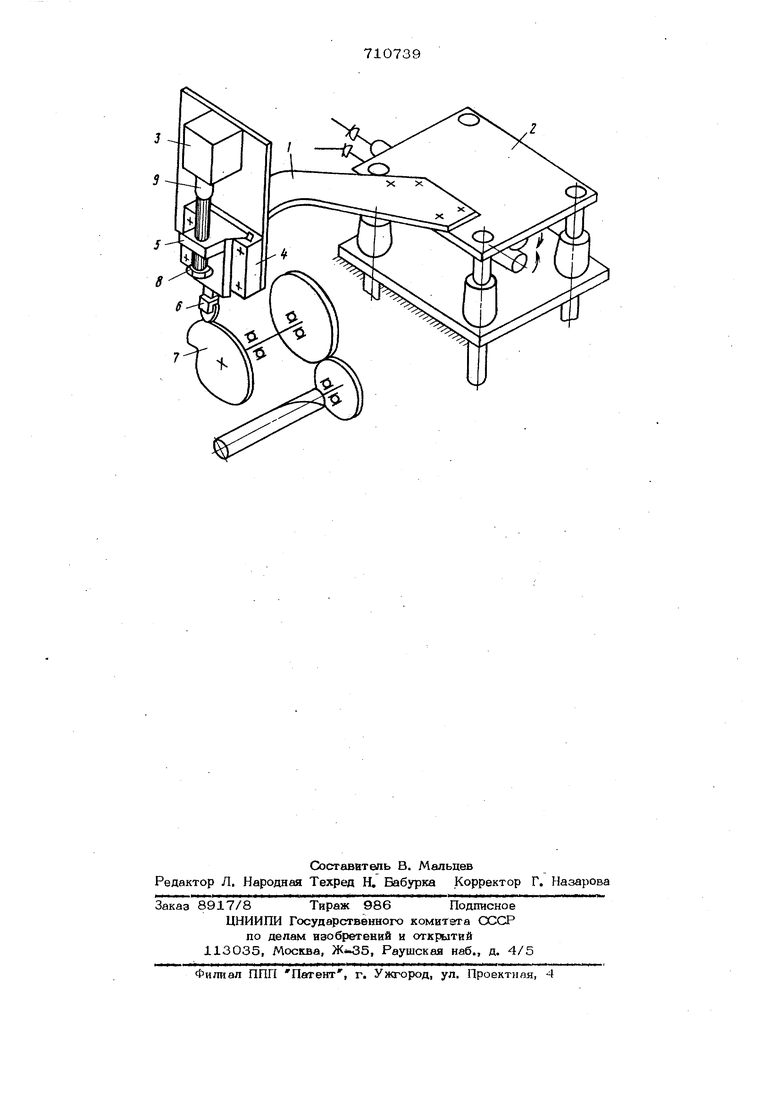
Изобретение относится к обработке металлов давлением, в частности к станам для прокатки профилей переменного сечения, и может найти широкое применение на металлургических заводах н предприятиях машиностроения. Известен стан для прокатки профилей переменного сечения по авт. свид. NJ 564067, содержшций установленные в станине рабочие валки, привод вращения валков и привод вертикального перемещения одного ,из валков, механизм для управления вертикальным перемещением ощюго из валков в зависимости от скорости изделия, размешенный на выходе изделия из валков. При этом механизм для управления вертикальным перемещением одного из валков выполнен в виде связанного с приводом вертикального перемицения программного кулачка, валка, кинематически связанного с ним, вала, размещенного вдоль направления ылхода изделия и имеющего винтовую канавку, направляющей с кареткой, на которой размещен ролик, контактирувдций с винтовой канавкой вала; и щупа, имекядего возможность взаимодействия с выходящим из валков изделием. На известном стане осуществляют прокатку профилей переменного сечения путем бесступенчатого изменения скорости вертикального перемещения валка в зависимости от скорости выхода изделия l. Прокатываемое изделие, выходя из рабочих валков, перемещает каретку, на которой размещен ролик, контактирующий с винтовой канавкой вала, размещенного вдоль направления выхода изделия. Вал с винтовой канавкой кинематически связан с программным кулачком, который воздействует на щток управляющего гидравлического золотника, в результате чего изменяется количество масла, подаваемого в полости гидро1шлиндра, вертикально перемешающего траверсу с валком. Однако для прокатки профилей переменного сечения, например, клиньев, имеющих один и тот же закон изменения профиля по длине, но разные высоты заготовок. 37 необходимы различные программные кулачки. Следовательно, для того, чтобы производить прокатку большой номенклатуры изделий по высотам, необходимо большое количество программных кулачков и частая их замена, что снижает про. изводительность стана. Цепью дополнительного изобретения яв ляется повышение производительности стана. Это достигается тем, что предлагае O)Jй стан для прокатки профилей перемен.ного сечения снабжен установленным в м ханизме для управления вертикальным перемещением одного из балков ползуном, имеющим возможность взаимодействия с программным кулачком, и расположенным на нем микрометрическим винтом, взаимодействующим с управляющим гидравлическим золотником. На чертеже изображен механизм для управления вертикальным перемещением одного из валков. На кронштейне 1, установленном на траверсе 2, укреплень управляквдий гидравлический золотник 3 и направляющие 4 ползуна 5. Ползун 5 снабжен роликом 6, взаимодействующим с программным ку лачком 7. На ползуне 5 установлен мик- рометрический винт 8, взаимодействующи со штоком 9 управляющего гидравлическо го золотника 3. Выходящее из клетки прокатываемое изделие (на чертеже не показано) через систему передач стана для прокатки профилей переменного сечения приводит во вращение программный кулачок 7, который через ролик 6, ползун 5 и микромет рический винт 8 воздействует на шток 9 гидравлического золотника 3, управляю9щего вертикальным перемещением одного из валков. При этом изделие получает требуемый профиль переменного сечения. При переходе на прокатку изделий, имеющих аналогичный профиль, но другую высоту достаточно поворотом микрометрического винта 8 изменить расстояние между программным кулачком 7 и штоком 9 угфавляющего гидравлического золотника 3, не меняя программного кулачка 7. Такое конструктивное рещепие позволяет при помощи одного программного кулачка прокатывать на стане изделия подобных профилей переменного сечения с разными ЕЫсотами. Это повышает производительность стана за счет сокращения времени, требуемого на замену кулачков. Кроме того, происходит экономия материала и трудозатрат, связанных с изготовлением большого количества программных кулачков. Формула изобретения Стан для прокатки профилей переменного сечения по авт. свид. N 564067, о тличающийся тем, что, с целью повышения производительности, он снабжен установленным в механизме для управления вертикальным перемещением одного из валков ползуном, имекдцим возможность взаимодействия с программным кулачком, и расположенным на ползуне микрометрическим винтом, взаимодействующим с управляющим гидравлическим зопотником. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 564067, кл. В 21 Н 8/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU846027A2 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564067A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| Устройство для автоматического регулирования толщины полосы | 1981 |
|
SU1011291A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Стан для прокатки профилей переменного сечения | 1976 |
|
SU564068A1 |
| Приводной механизм стана холодной прокатки конических труб | 1990 |
|
SU1703211A1 |