1
Изобретение относится к области производства бетонных изделий, в частности фундаментов опор ВЛ, на заводах сборного железобетона.
Известны устройства для формования изделий из бетонных смесей, выполненные в виде рычажного механизма с приводом для открывания и закрывания бортов форм при распалубке бетонных изделий ij.
Недостатком известного устройства является сложность конструкции и невозможность использования при распалубке фундаментов опор ВЛ сложной формы.
Известны устройства для формования изделий из бетонных смесей, содержащие подвижные опалубочные шиты и привод дл их перемещений в виде двуплечих рычагов, шарнирно соединенных со штоками сиповых цилиндров, смонтированных на опоpaxCZ.
Недостатком этого устройства является высокая трудоемкость формования изделий.
Цель изобретения - снижение трудоемкости формования изделий - фунплмритон
опор в л сложной формы-путем повышения
механизации их распалубки.
Это достигается тем, что устройство снабжено дополнительными двуплечими ры5 чагами, один конец каждого из которых размещен в образованных в щитах прорезях, а их другие концы посредством упругих элементов соединены со щитами и выполнены с упорами, взаимодействующими
0 с концами основных рычагов. Кроме того, подвижные щиты могут быть соединеньг между собой упругой связью в виде тарель- чатых пружин.
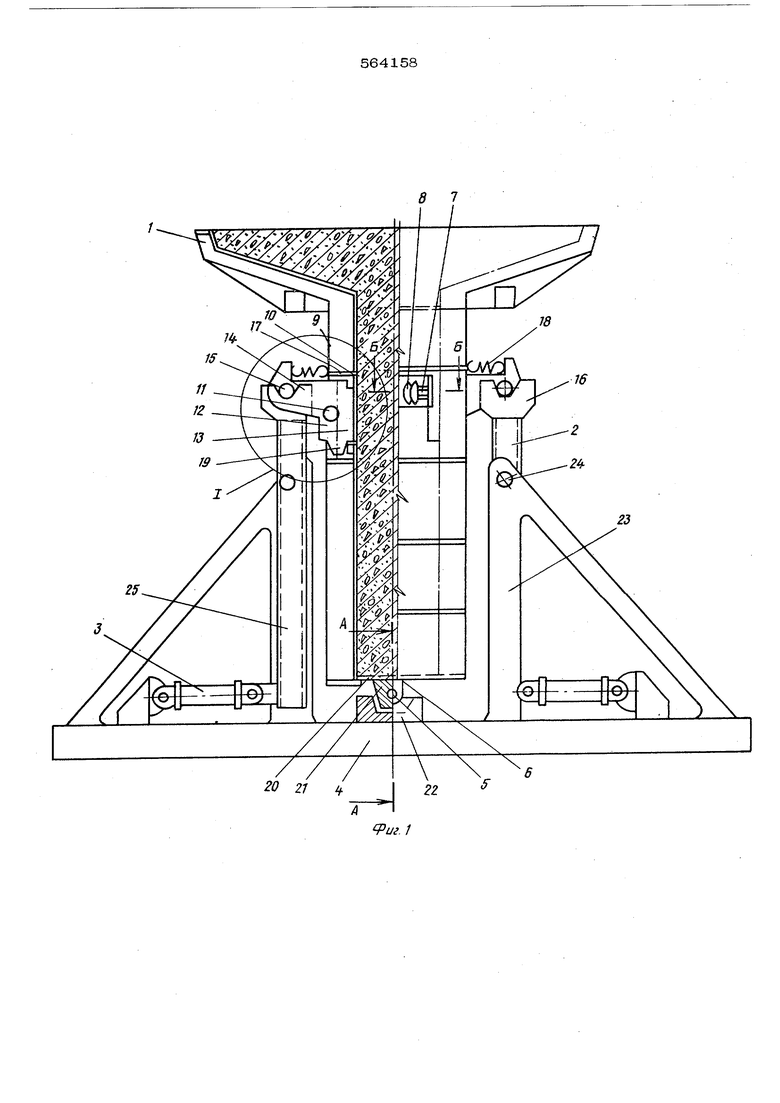
На фиг. 1 изображено предложенное
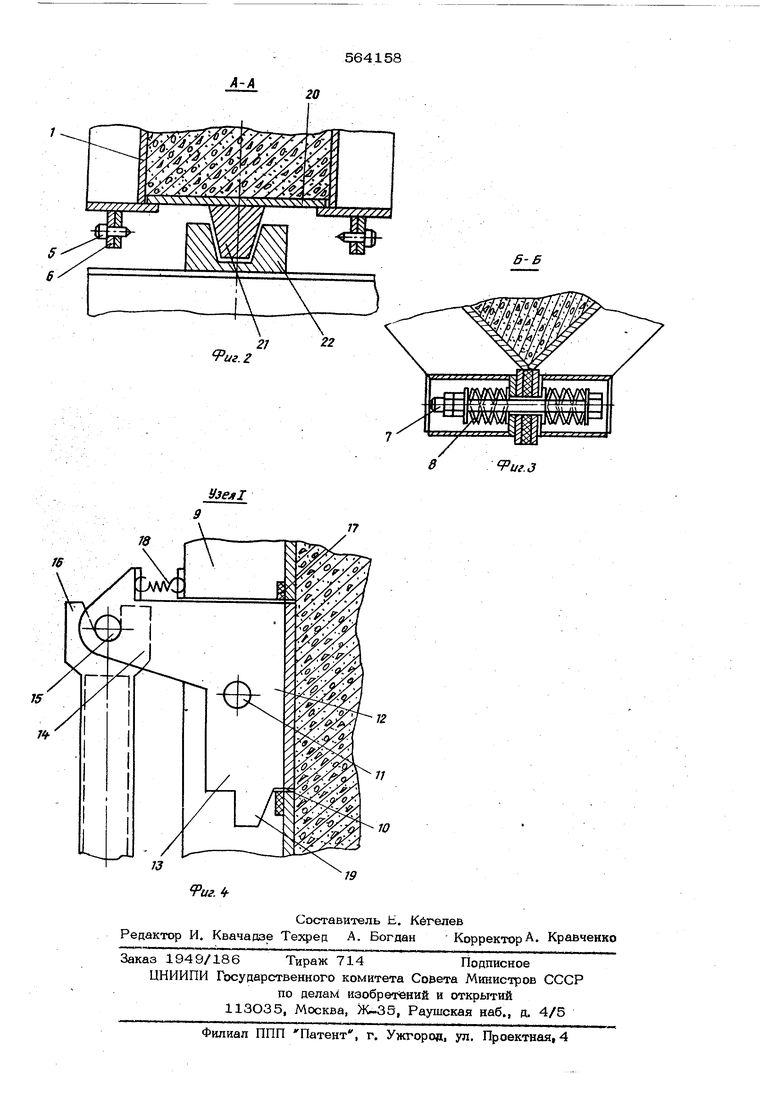
5 устройство для формования изделий из бетонных масс, общий вид , на фиг. 2 разрез по А-А фиг. 1; на фиг. 3 - разрез по Б-Б фиг. Ij на фиг. 4 - узел I фиг. 1.
0Устройство содержит подвижные опалубочные щиты 1 и привод для их перемещения в виде двуплечих рычагов 2, шар- ни)но соединенных со штоками силовых ,цил1шаров 3, смонтированных на опоре 4.
1 соединены между собой в нижнем
конце шарнирно посредством осрй 5, установленных в проушинах 6, и в другом конце упруго посредством болтовых ртяжек 7 и смонтированных на них предварительно обжатых тарельчатых пружин 8, Щиты 1 выполнены с ребрами 9 жесткости и прорезями 10. На ребрах 9 посредством осей 11 смонтированы дополнительные рычаги 12, один конец 13 каждого из коирых размещен в прорези 1О, а другой конец 14 выполнен с упором 15, взаимодействующим с вилкообразным концо /1 16 рычага 2, На щитах 1 по контуру примыкания конца 13 рычага 12 к прорези 10 установлено }Т1лотнение 17, Рычаги 12 дополнительно соединены со щитами 1 посредством пружин 1В, выводящих концы 13 рычагов 12 из .прорезей 1О,и вьгаолнены с ограничителями 19 поворота. Между щитами 1 с опиранием на их нижнюю часть установлен поддон 2О с центрирующим конусом 21, входящим в конусное гнездо 22, смонтированное на опоре 4. На опоре 4-смонтированы также кронштейны 23, на которых шарнирно посредством осей 24 закреплены двуплечие рычаги 2, соединенные с силовыми цилиндрами 3 нижними плечами 25.
Устройство работает следующим образом.
Форму, включающую подвижные опалубочные щиты 1 с рычагами 12 и поддоном 20, вместе с отформованным в ней железобетонным изделием после термообработки устанавливают на опору 4 так, чтобы упоры 15 рычагов 12 вошли в вилкообразные концы 16 рычагов, при этом центрирующий конус 21 поддона 20 вхоДит в конусное гнездо 22 опоры 4.
Распалубку производят включением силовых цилиндров 3, которые выдвигают штоки и поворачивают рычаги 2, соответственно взаимодействующие с ними посредством упоров 15. .При этом рычаги 12 свонии концами 13, пройдя через прорезь 10, упираются в изделие и отрывают от него подвижные опалубочные щиты 1. Такой поворот рычагов 12 относительно их оси 11 и отжим щитов 1 от изделия происходит до тех пор, пока ограничители 19 не упругся в щиты 11, после чего дальнейший поворот рычагов 2 вызывает перемешение рычагов 12 вместе со щитами 1 и поворот последних относительно их осей 5, а следовательно, полное отсоединение щитов 1 U рычагами 12 от изделия, которое может быть извлечено, например, краном.
После выемки изделия снимается давление в силовых цилиндрах, и щиты 1 с рычагами 12 возвращаются в исходное положение под действием пружин 8 и 18 соответственно, поворачивая при этом в исходное положение рычаги 2.
Освободившуюся форму снимают, а на ее место устанавливают очередную форму с изделием, после чего цикл повторяется.
Устройство обеспечивает снижение трудоемкости формования изделий путем повышения степени механизации распалубки, а,также сокращает расход бетона на изделие за счет ликвидации технологических скосов вертикальных стоек при формовани фундаментов опор ВЛ.
Формула изобретения
1.Устройство для формования изделий из бетонных смесей, содержащее подвижные опалубочные щиты и привод для их перемещений в виде двуплечих рычагов, шарнирно соединенных со штоками силовых цилиндров, смонтированных на опорах, о тличающееся тем, что, с целью снижения трудоемкости формования изделий, устройство снабжено дополнительными двуплечими рычагами, один конец каждого из которых размещен в образованных в щитах прорезях, а их другие концы посредством упругих элементов соединены со щитами и выполнены с упорами, взаимодеиствукн щими с концами основных рычагов.
2.Устройство по п. 1, отлича ющ е е с я тем, что подвижные щиты соединены между собой упругой связью в виде тарельчатых пружин.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 453305, кл. В 28 В 7/12, 1973.
2.Авторское свидетельство СССР № 184688, кл. В 28 В 7/12, 1965,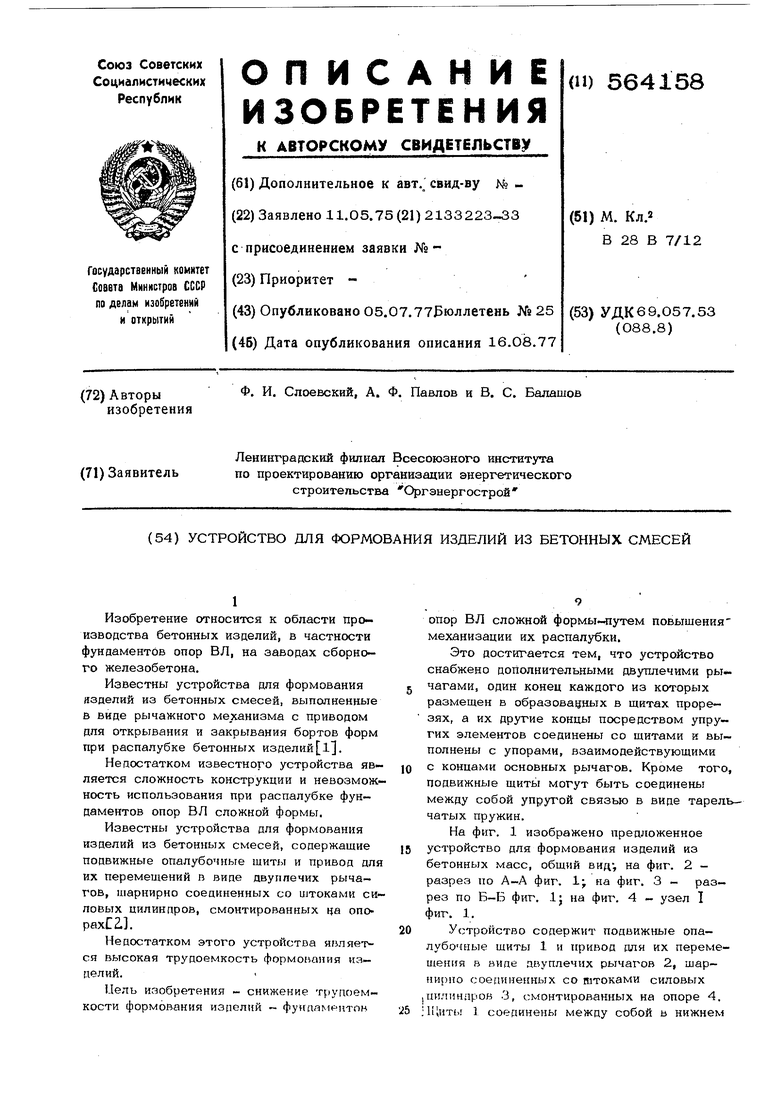
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Способ распалубки железобетонных конструкций и опалубка для его осуществления | 1984 |
|
SU1332915A1 |
| Опалубка для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU895681A1 |
| Установка для формования лестничного блока | 1982 |
|
SU1079447A1 |
| Устройство для виброштампования изделий из бетонной смеси | 1979 |
|
SU876426A2 |
| Пустотообразователь для изготовления железобетонных изделий | 1982 |
|
SU1096362A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Установка для вертикального формования бетонных изделий | 1986 |
|
SU1411150A1 |
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |