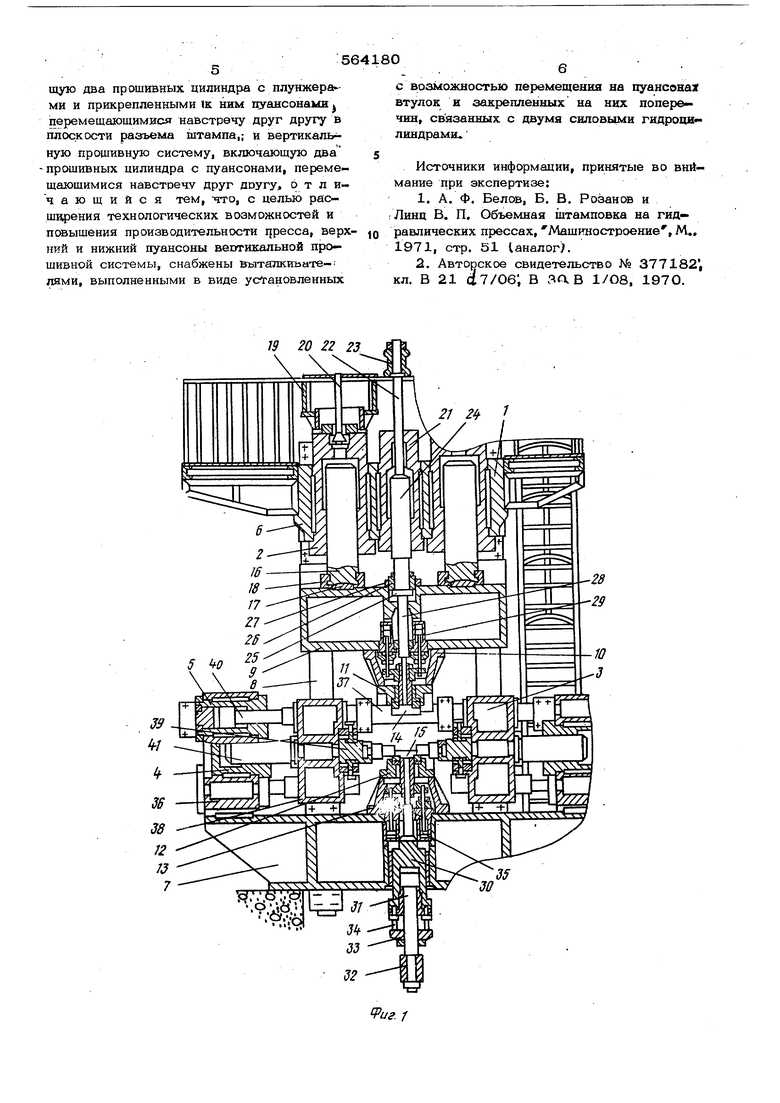
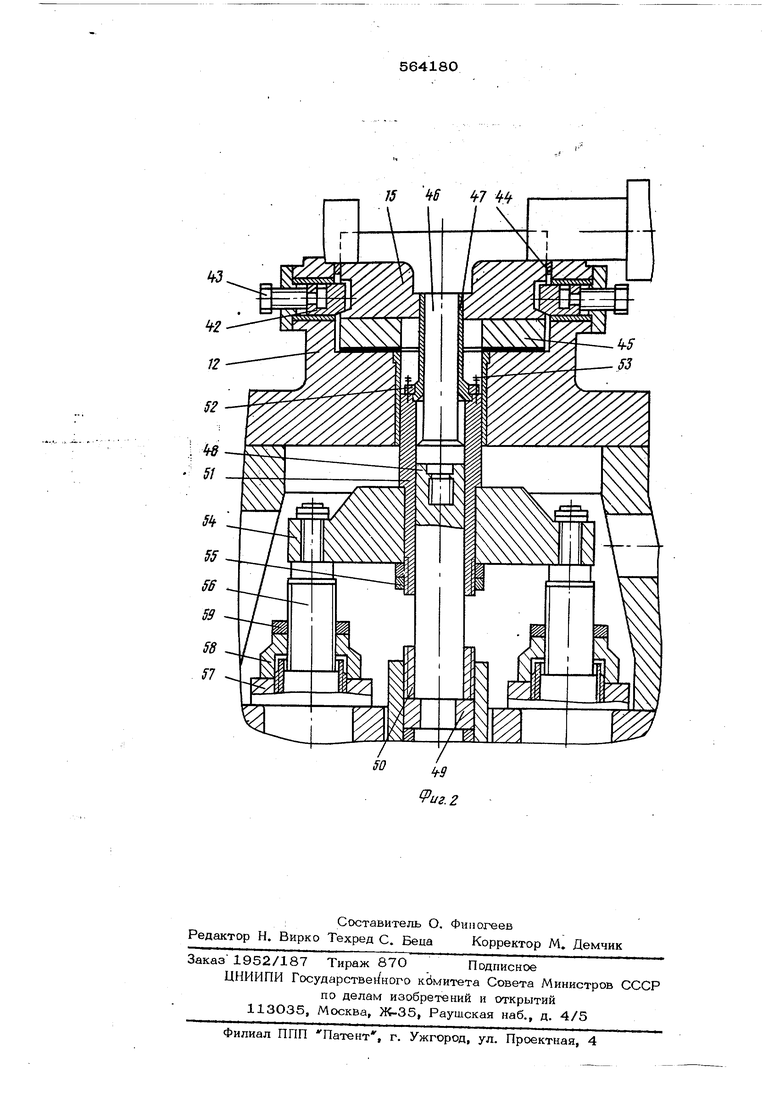
к траверсе 9 через промежуточную стойку 10 крепится верхний блок 11.«репления штампа. Нижний блок 12 через промежуточную стойку 13 крепится к траверсе 7, Верхний 14 и нижний 15 штампы крепятся к соответствующим блсжам 11 и 12. Плунжеры 16 цилиндров 2 и плунжеры форсирующих цилиндров (не псжазаны) посредством сферических опор 17 соединены с травеосой 9. Крепление осуществляется с помощью скоб 18. Над ципинд2ами 2 располагаются баки наполнения 19, внутри ксггорых находятся клапаны наполнения 2О. В центре траверсы 6 располагается дифференциальный цилиндр 21. Верхний плунжер 22 этого цилиндра крепится к централь ной части возвратной траверсы 23, концы которой соединяются с плунжерами двух В5)звратных цилиндров, входящих в травер- су 6 (не показаны). Возвратные цилиндры располагаются в плоскости, перпендикулярной фронту пресса. Нижний плунжер 24 цилиндра 21 имеет фланец 25, который при верхнем положении плунжера 24 относительно траверсы 9 упирается в нижний торец регулировочной втулки 26, ввернутой во фланец 27 крепящийся в траверсе 9. К плунжеру 24 крепится верхний пуансонодержатель 28. Внутри траверсы - 9 и стойки 10 размещается верхний механизм выталкивания 29 В нижней траверсе 7 устанавливается под вижный цилиндр ЗО, шток 31 поршня которого крепится к опорной траверсе 32. Последняя с помощью двух колонок (не псжазаны) жестко соединяется с траверсой 7. На шток 31 навернута регулировочная гайка 33, в которую упираются штыри 34, ввернутые в цилиндр 30. Внутри траверсы 7 и стойки 13 размещается нижний механизм выталкивания 35. Горизонтальная станина 3 устанавливает ся на нижней траверсе 7. Левая и правая неподвижные траверсы 36 соединяются двумя колоннами 37, причем нижняя располо жена спереди, перед блоком крепления штам па, а верхняя - ;сзади, за блоком. На колоннах по скользящей посадке устанавлива.ются подвижные траверсы 38, к которым крепятся горизонтальные пуансонодержатели 39. К наружной стороне каждой траверсы 38 крепятся штоки 4О поршней цилиндров 5 и пяунжен 41 цилиндра 4. Верхний и нижний блоки крепления штам пов, а также верхний и нижний механизмы выталкивания аналогичны, поэтому ниже приводятся описание только нюкних элемен- гов. Нижний штамп 15 креп«рся на нижнем блсже 12 с помощью авук пар клиньев 42 перемещаемых вдоль оси винтами 43. Меж ДУ одной боковой и торцевой сторойаии штампа и блоком 12 устанавливаются стальные прокладки 44. Между штампом и нижним блокой 12 помещается нагревательная индукционная плита 45. Через центральное отверстие в штампе проходит нижний Bej)THKanbHbu. пуансон 46, охватывае- мьш выталкивающей втулкой 47. Пуансон ввертывается в проставку 48, которая крепится к нижнему пуансонодержателю с помощью двух полуколец 49 и 50. Втулка 47 своим нижним, утолщенным концом крепится к стакану 51 с помощью кольца 52 и-винтов 53. Стакан 51 входит в центральное отверстие в выталкивающей траверсе 54 и крепится к псюледней гайками 55. Концы траверсы 54 соединяются со штоками 56 поршней гидравлических цилиндров 57. На штоки 56 навернуты регулировочные гайки 58, фиксируемые контргайками 59. Работа пресса осуществляется следую щим образом. После установки заготовки в нижнем штампе 15 опускается прижимная траверса 9. Жидкость высокого давления подается в форсирующие цилиндры и одновременно в возвратные цилиндры, т.е. опускание траверсы 9 происходит с противодавлением со стороны возвратных цилиндров. В соответствии с этим плунжер 24 цилиндра 21 занимает верхнее положение относительно траверсы 9 при ее опускании. После смыкания штампов 14 и 15 жидкость подается в цилиндры прижима 2 и происходит прижим штампов. Затем начинается рабочий ход пуансонов. Последовательность движения . ансонов определяется выбранным режимом работы. В начале хода подвижных траверс 38 (на первой ступени усилия) жидкос-ть подается только в боковые цилиндры 5, происходит быстрое движение обоихгоризонтальных пуансонов. В конце хода (на второй ступени усилия) жидкость подается одновременно в боковые 5 и центральные 4 цилиндры. Штамповки вертикальными пуансонами 46 осуществляется при подаче жидкости в соответствующие цилиндры 21 или 30 или одновременно в оба цилиндра. После окончания штамповки бее пуансоны совер.шают возвратный ход. Затем прижимная траерса поднимается и происходит выталкиЙние заготовки из верхнего и нижнего тампов (срабатывают оба механизма выалкивания 29 и 35). Формулайзобрете ни Гидравлический пресс, содержащий горизонтальную прошивную систему, включакк
щую два прошивных цилиндра с плунжера ми и прикрепленными «к ним цуансонами перемещающимися навстречу друг другу в плоскости разъема штампа,; и вертикальх ную противную систему, включающую два -прошивных цилиндра с пуансонами, перемещаюшимися навстречу друг цоугу, отличающийся тем, TTTO, с целью расширения технологических возможностей и повышения производительности qpecca, верхний и нижний пуансоны веотшсальной прошивной системы, снабжены выталкивате-; лями, выполненными в виде установленных
с возможностью перемещения на пуансонах втулок н закрепленных на них ноперечнн, св язанных с двумя сшювыми гндроци линдрами.
Источники информации, принятые во внимание при экспертизе:
1.А. Ф. Белов, Б, В. Роэансж и Линц Б. П. Объемная штамповка на гидравлических прессах, Машиностроение, М.. 1971, стр. 51 (аналог).
2,Авторское свидетельство № 377182,
кл. В 21 (J7/06; В аа,в i/oa, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| Гидравлический пресс | 1973 |
|
SU440272A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Гидравлический пресс | 1979 |
|
SU946980A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
J9 20 22 23
32
J5 6 tfl 44
