Изобретение относится к конструкциям расточных борштанг алмазно-расточных станков и может быть использовано в станкостроительной промышленности.
Известны борштанги, обеспечивающие подачу жидких охлаждающих средств в зону резания через центральный и направленные к каждому резцу радиальные каналы.
Недостатком известных борщтанг является то, что их невозможно использовать для подачи в зону резания консистентной смазки, так как при свободном выдавливании смазки из отверстий борштанги, она не достигает поверхности обрабатываемой детали.
Целью описываемого изобретения является обеспечение возможности подачи консистентной смазки в зону резания.
Цель достигается тем, что в корпусе борштанги противоположно упомянутым радиальным каналам выполнены ступенчатые пазы, соединенные с .центральным и радиальными каналами, образуя с ними единую систему, цри этом в пазах размещены щетки, установленные с возможностью вращения на осях, параллельных оси борштанги и контактирующие с поверхностью обрабатываемого отверстия.
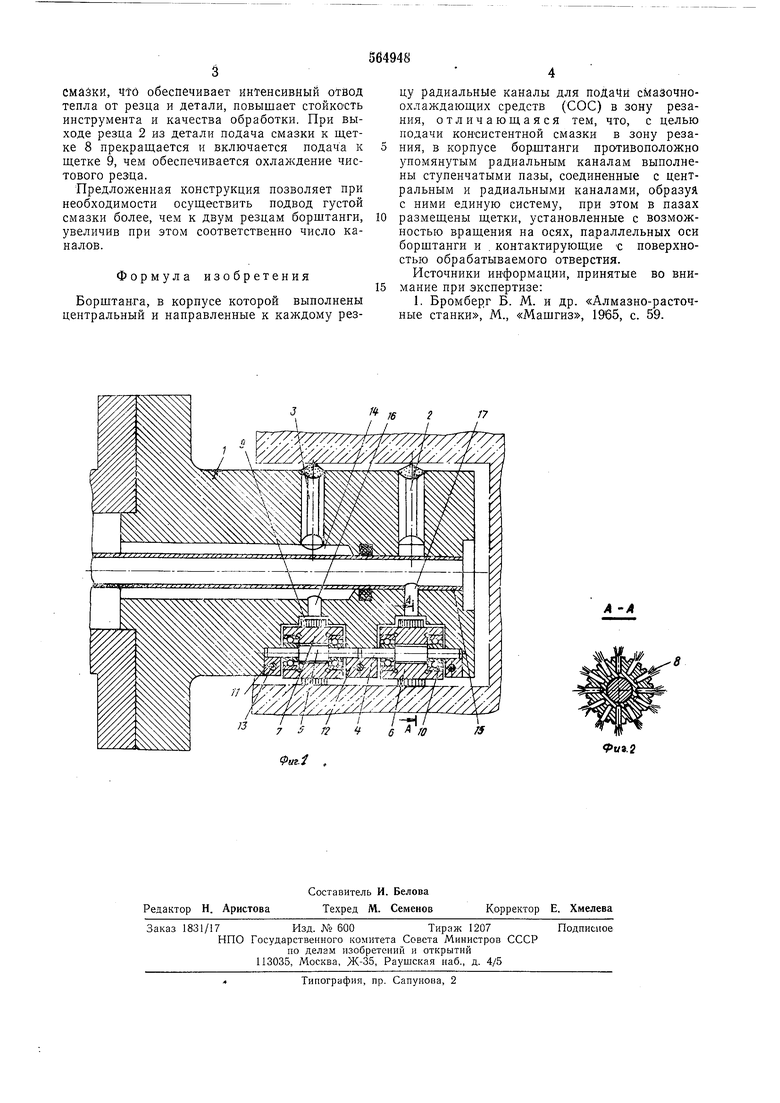
На фиг. 1 изображена борштанга, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
В корпусе 1 расточной борштанги, несущей получистовой 2 и чистовой 3 резцы, на осях
4 и 5 закреплены катущки 6 и 7 со щетками 8 и 9. Щетки 8 и 9 смонтированы на осях с помощью двух пар подщипников 10. Для предотвращения выпадания катущек из ступенчатых пазов установлены гладкие вставки И и 12, щтифтами 13 прикрепленные к корпусу. В ступенчатой осевой расточке 14 борштанги установлена трубка 15, образующая два канала для подвода консистентной смазки:
один - внутри трубки 15, другой - в пространстве между поверхностью расточки 14 и наружным диаметром трубки. Каждый из этих каналов независимыми отверстиями 16 и 17 связан с соответствующей зоной расположения щеток 8 и 9.
Борштанга работает следующим образом. При подаче кинсистентной смазки под давлением от распределительного устройства станка (на фигурах не показано) она по
каналу и отверстию поступает на щетку. При обработке детали вращающаяся борщтанга на рабочей подаче входит в обрабатываемое резцом 2 отверстие детали. Одновременно включается подача консистентной смазки в
канал 15, следовательно, в зону расположения щетки 8. Щетка, касаясь поверхности отверстия детали, приводится во вращение вокруг оси 4 и, захватывая смазку из зоны отверстия 17, наносит ее равномерным слоем
на поверхность детали в зоне резания. Верщина резца 2 осуществляет резание в слое
смазкй, чтб обеспечивает интенсивный ОТЁОД тепла от резца и детали, повышает стойкость инструмента и качества обработки. При выходе резца 2 из детали подача смазки к щетке 8 прекращается и включается подача к щетке 9, чем обеспечивается охлаждение чистового резца.
Предложенная конструкция позволяет при необходимости осуществить подвод густой смазки более, чем к двум резцам борштанги, увеличив при этом соответственно число каналов.
Формула изобретения
Борщтанга, в корпусе которой выполнены центральный и направленные к каждому резцу радиальные каналы для подаЧй сМаЗочноохлаждающих средств (СОС) в зону резания, отличающаяся тем, что, с целью подачи консистентной смазки в зону резания, в корпусе борштанги противоположно упомянутым радиальным каналам выполнены ступенчатыми пазы, соединенные с центральным и радиальными каналами, образуя с ними единую систему, при этом в пазах
размещены щетки, установленные с возможностью вращения на осях, параллельных оси борштанги и . контактирующие С поверхностью обрабатываемого отверстия. Источники информации, принятые во внимание при экспертизе:
1. Бромберг Б. М. и др. «Алмазно-расточные станки, М., «Мащгиз, 1965, с. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Борштанга | 1975 |
|
SU541591A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Расточная оправка | 1973 |
|
SU618204A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Металлорежущий станок | 1972 |
|
SU555993A1 |
| Расточная оправка | 1972 |
|
SU524608A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для комбинированной обработки отверстий | 1982 |
|
SU1057196A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
Фиг. ,
17
А -А
fS
.2
