34
да факторов, в том числе от форксы а соо-дефоркшрования материала; на фиг. 2 - rpai
гоявяя увжутях кромок инструмента и . нотребных усилий Р формообрвэоваыия
ркаы, фнзи1со «4вхавических {саждой зоны деформадаи в зависимости
тываемого материала.от веяичины -g- относительного вдавливания
Таким образом, усилие формосйразования gинструмента в по высоте материа сшротввление разрушению не остается цос-да, где h - глубина внедрения инструмента
тоянным, а изменяется по нааряжению рабо-в материал; Щ « толщина (шлсота) обрабагчего хода по высоте обрабатываемого мате-тываемого материала; .А, - работа упругой
рвала..и пластической деформации; Д., - работа раэОдвако, несмотря на регулирование вели- j рушения; Атр - работа трения, чины йеформирукяявго усилия и св ростиДля того, чтобы. сделать отверстие в дедеф(мации в известных способах формооб тали, предварительно определяют потребное
разованвя зона скалывания составляет ещеусилие деформирования по высоте обрабаты-
большой пропент общего процесса формооб ваемого материала для каждой зоны деформа.
раэования, что приводит к образованию opeo-jgдни. Регистрадию усилий формообразования и
лов, сколов, расслоений, особенно на неме -тгеремещений инструмента при заданной велитвдлвческизс материалах.чине зазора/ конструкции режущих кромок и
При этом получить конфигурацию окон,быстроходности пресса ведут методом тензопазов, отверстий с отношением их размеровметркрования с помощью проволочных датчи
к гопшине обрабатываемого материала мень.20ков сопротивления, наклеенных на мессдозу
те единицы трудно.и соединенных в мостовую схему. ПеремещеЦелью изобретения является повышениение инструмента в процессе формообразова
качества поверхности обрабатываемых регистрируют с помощью тензодатчиков.
лей и производительности труда.Для автоматической записи показаний датЧ1&Для этого необходимо с учетом особен- 25- применяют осциллограф. ностей процесса формообразования лимитиро-Варьируя конструкторско технологическивать скорость деформирования и величинуми параметрами процесса формообразования,
деформирующего усилия, сведя к. минимумунаходят оптимальные потербные усилия форзону скалывания. Одновременно вести непре-мообразования для каждой зоны деформации
рывную поднастройку процесса в соответст- ЗО зависимости от физико-механических
ВИИ с потребной величиной деформирующегосвойств обрабатываемого материала по
усилия, предварительно определенной дляего высоте.
каждой зоны деформации по высоте обрабаты.Найденное оптимальное, потребное усилие
ваемого материала (на протяжении рабочегодеформирования устанавливают (программи-
хода инструмента) в зависимости отегофизи-35руют) на задаквдем датчике дифференциаль-
КС-механических свойств, степени предвари-ного усилителя.
тельного наклона, величины зазора, состоя-Далее с момента касания заготовки ин-
ния режущих .кромок, скорости деформиро-струментом измеряют усилие деформирования,
вания и т.п.сравнивая его с заданным (установленным
Эта цель достигается тем, что усилие 40на задакядем датчике) усилием деформиродеформирования изменяют скачкообразно ввания.
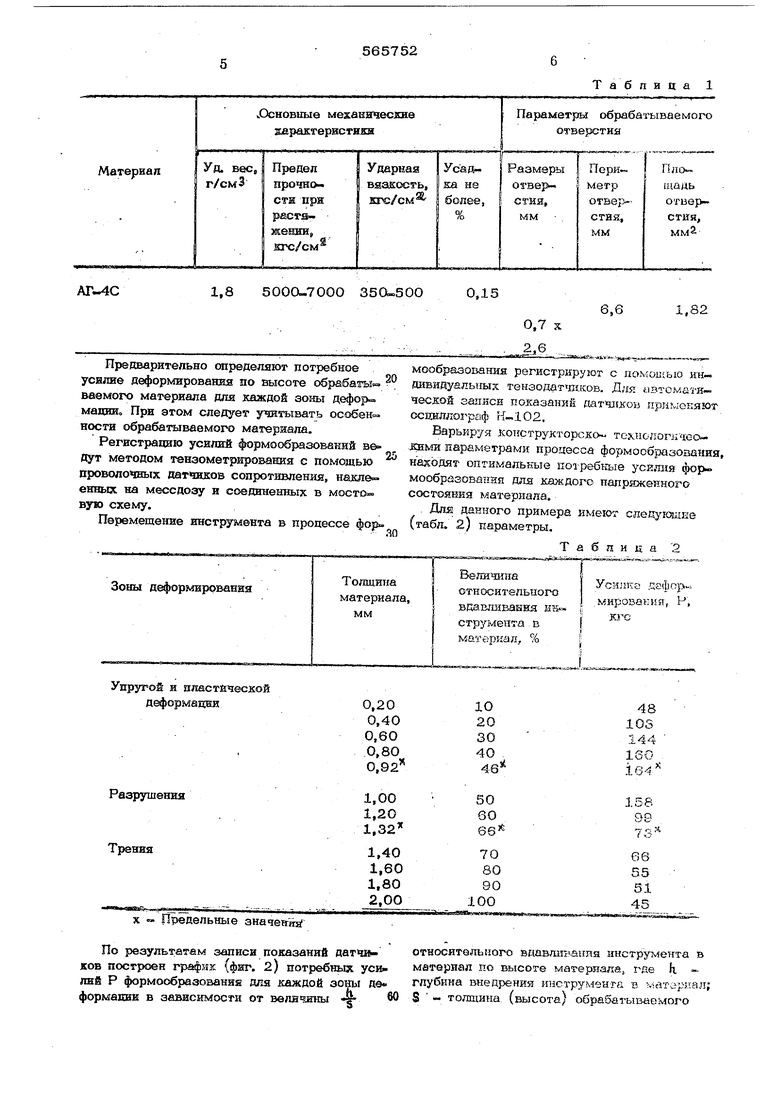
зависимости от перехода материала из одногоПример. В плате из прессматерианапряженного состояния в другое, при этомла АГ-4С ГОСТ 10О87-62 толщиной 2 мм
в период каждого напряженного состояниянеобходимо выполнить отверстие прямоуголы
величину усилия поддерживают постоянной. 45ной формы с размерами, указанными в
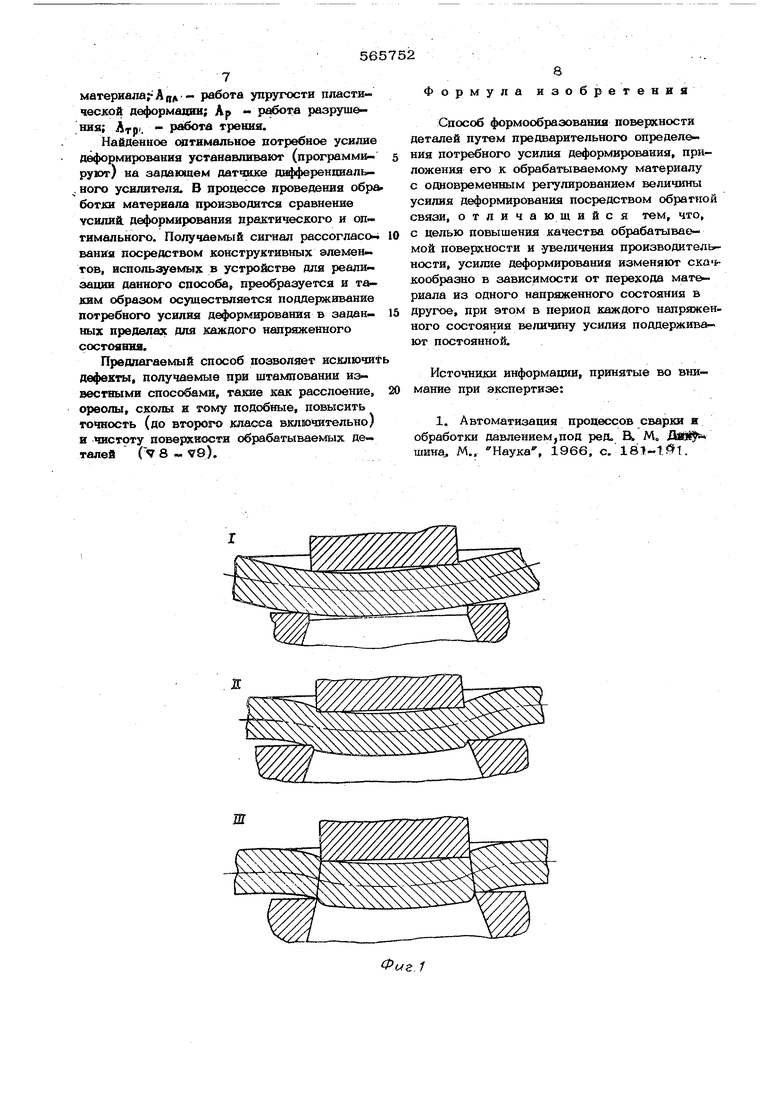
На фиг- -Э представлена схема процессатабл. 1.
565752
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования поверхности деталей | 1978 |
|
SU774708A1 |
| Способ формообразования зубчатых профилей | 1986 |
|
SU1362552A1 |
| Способ получения фасок на листовых заготовках | 1983 |
|
SU1166990A1 |
| Инструмент для отделочной обработки | 1987 |
|
SU1459910A1 |
| Способ электроискрового легирования | 1980 |
|
SU917992A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1985 |
|
SU1282942A1 |
| СПОСОБ ИСПЫТАНИЯ АЛМАЗНЫХ ЗУБКОВ НА ПРОЧНОСТЬ | 2021 |
|
RU2774732C1 |
| Способ размерно-совмещенного обкатывания | 1985 |
|
SU1286395A1 |
| Способ деформирования деталей | 1979 |
|
SU921655A1 |
| Способ изготовления полых деталей с криволинейной поверхностью | 1986 |
|
SU1423228A1 |
1,8 5000-7000 350«500
АГ-4С Предварительно определяют потребное усилие деформирования по высоте обрабаты« ваемого материала для каждой зоны дефор« мадии При этом следует учитывать особен ности обрабатываемого материала. Регистрацию усилий формообразований в© Дут методом тензометрирования с помощью проволочных датчиков сопротивления, накле енных на мессдозу и соединенных в мосто. вую схему. Перемещение инструмента в процессе фор
Упругой и пластической
X Предельные значетгя
По результатам записи показаний датчиков построен гра|)их (фиг. 2) потребных yci ЛЕЙ Р формообразованиг для 1саждой зоны дз формасив в зависимости от величины вО
0,15
1,82
6,6
10 20 30
48
103
144 40 46 160
X 16-1
158
68 55 SI 45
относитвльмого внаэливанин инструмента в материал по высоте материала где h, глубина внедрения инструмента в viarapijajj; S толщина, (высота) обрабатываемого мообразования регистрируют с помоигыо ин- дивидуалышгх тензодатшигов. Для изтомати ческой записи показаний датчлков прн ;екяют осциллограф . Варыфуя ко1ютрукторско тохнолог-чтео-. .кими параметрами процесса формообразования, находят оптимальные noi-ребкые усилня фо1 мообразова 1йя для каждого напряженного состояния материала. Для данного примера имеют- (табл. 2) параметры. Табдииа 2 материала; АИД - работа упругости пластической двформапви; Ар - работа разрушения; Атр. работа трения. Найденное оптимальное потребное усилие деформирования устанавливают (программируют) на задающем датчике дифференпиаль. ного усилителя. В процессе проведения обра ботки материала производится сравнение УСИЛИЙ, деформирования практического и оптимального. Получаемый сигнал рассогласования посредством конструктивных элементов, исполь емых в устройстве для реализации данного способа, преобразуется и таким образом осуществляется поддерживание потребного усилия деформирования в заданных пределах для каждого напряженного состояния. Предлагаемый способ позволяет исключи дефекты, получаемые при штамповании известными способами, такие как расслоение, ореолы, сколы и тому подобные, повысить точность (до второго класса включительно) и чистоту поверхности обрабатываемых деталей (7 8 - V9). 8 Формула изобретения Способ формообразования поверхности деталей путем предварительного определеНИИ потребного усилия деформирования, приложения его к обрабатываемому материалу с одновременным регулированием величины усилия деформирования посредством обратной связи, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности и увеличения производительности, усилие деформирования изменяют скачкообразно в зависимости от перехода материала из одного напряженного состояния в другое, при этом в период каждого напряжен, ного состояния величину усилия поддерживав ют постоянной. Источники информации, принятые во внимание при экспертизе: 1. Автоматизация процессов сварки я обработки давлением,под реи. В М„ DiBi шина М.. Наука, 1966, с. .t.
