Изобретение относится к обработке материалов давлением, в частности к способам, позволяющим получить повер хность сложной конфигурации. Известен способ формообразования поверхности деталей путем скачкообразного изменения усилия деформирования посредством обратной связи в зависимости от перехода материала из одного напряженного состояния в дэугое, при этомв период каждого на пряженного состояния величину усилия поддерживают постоянной 1 . В известном способе, предваритель но варьируя конструкторско-технологи ческими параметрами процесса формообразования, находят оптимальные потреб ные условия формообразования для каждой зоны деформации в зависимости от физико-механических свойств обрабатываемого материала по его высоте Найденное оптимальное потребное усилие деформирования устанавливают (программируют) на задающем датчике дифференциального усилителя. В процессе проведения обработки материала производят сравнение усилий деформирования практического и оптимального. Получаемый сигнал рассогла сования посредством конструктивных элементов, используемых в устройстве для реализации данного способа, преобразуется и, таким образом, осуществляется поддержание потребного усиЛИЯ деформирования в заданных пределах для каждого напряженного состояния. При повышении усилия формообразования (при вырубке-пробивке) больше допустимого расчетного в известном способе или уменьшается скорость подачи инструмента, или изменяется угол заточки инструмента. Оба эти приема дают положительный эффект, если ресурс пластичности материала в очаге деформации исчерпан не полностью, а для дальнейшего протекания пластической деформации необходимо или дополнительное время, или уменьшение размеров очага деформации. Если же ресурс пластичности исчерпан, то любое минимальное приращение деформации приведет к хрупкому разрушению. в этом случае ни приближение скорости инструмента к нулю, ни дальнейшее изменение формы инструмента не приведут к требуемым результатам, т. е, разделение произойдет со сколом.
Недостатками этого способа являются низкие производительность и качество получаемых деталей.
Цель изобретения - повышение качества поверхности обрабатываемых детелей и производительности труда.
Для этого необходимо с учетом особенностей процесса формообразования варьировать одновременно скоростными, силовыми и техническими параметрами .
При этом возможно задание технологических параметров, например, заточки инструмента и размеров рабочих деталей штампа, а силовые и скоростные параметры варьируются в процессе формообразования путем увеличения или . уменьшения ресурсов пластичности.
Для достижения поставленной цели к очагу деформации через инструмент (или заготовку) дополнительно к основному статическому усилию деформирования пропорционально скоростно-силовым характеристикам процесса формообразования прикладывают вибрационную энергию.
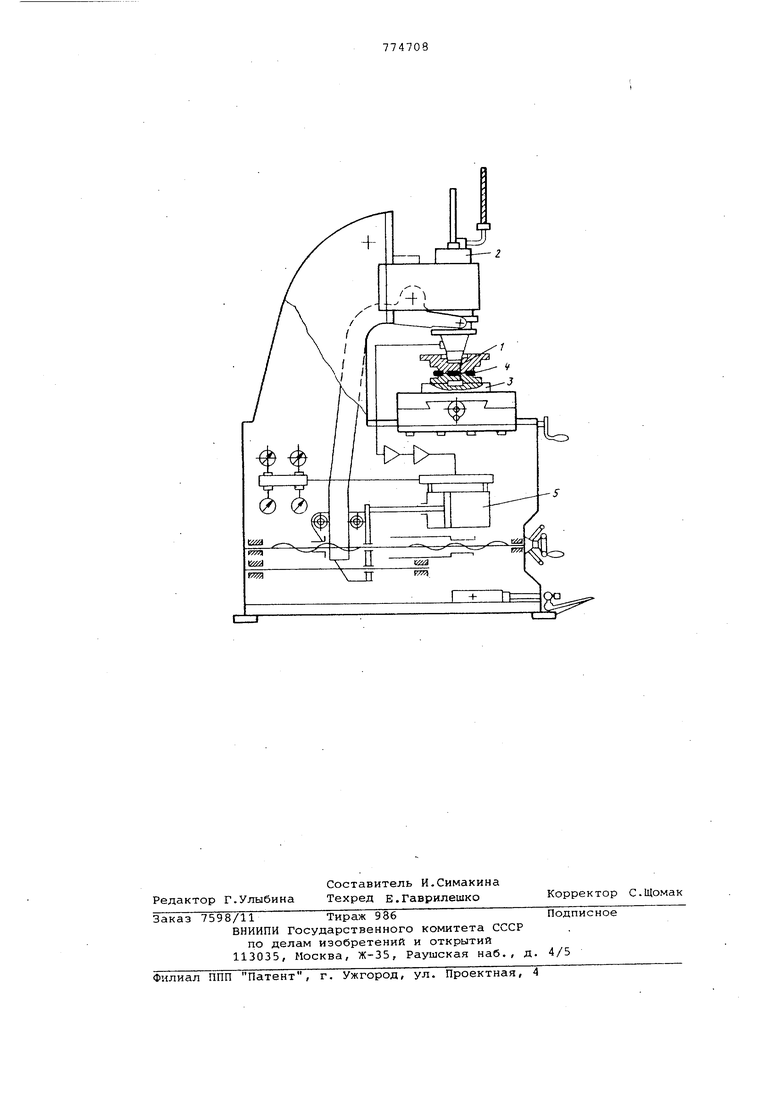
На чертеже изображено устройство для реализации способа.
Устройство содержит смонтированные в станине пуансон 1, соединенный с источником продольной вибрациимагнитостриктором 2,, а также размещенное под пуансоном приспособление 3 с заготовкой 4 и пневмосистему 5, соединенную с nyiaHCOHOM.
К пуансону 1, соединенному с источником продольной вибрации-магнитостриктором 2, через пневмосистему 5 прикладалвается статическое усилие. статическое усилие деформирования не должно превышать теоретически рассчитанное из условия протекания формообразования отверстия в условиях чистого среза.
В начале процесса формообразовани произойдет внедрение инструмента пуансона 1 в материал заготовки 4 и увеличение усилия формообразования от О до Р допустимого. При этом за сжатия воздуха в пневмосистеме 5 скорость подачи пуансона 1 уменьшится отУмакс ДО 0. Ультразвуковые продольные колебания,поданные от магнитострик-гора 2 на пуансон 1 (или приспособление 3), в это время будут совершать работу Р разупрочнения материала в очаге деформации и тем большую, чем меньше скорость деформирования. С наступлением разупрочнения материала заготовки 4 потребное усилие уменьшится и скорость за счет упругого сжатия воздуха увеличится, а РО соответственно уменьшится. Умень. шение PQ приведет к увеличению потребного усилия формообрс13ования (пробивки) и как следствие за счет сжатия воздуха, снижению скорости деформирования, что в свою очередь приведет .. к возрастанию РО и т. д. Таким образом, введение в очаг деформации через инструмент (или заготовку) дополнительно к основному статическому усилию деформирования пропорционально скоростно-силовым 5 характеристикам процесса формообразования выбрационной энергии позволяет получить саморегулирующую систему, обеспечивающую в процессе формообразования разделение материала 0 в условиях чистого среза и исключить дефекты, получаемые при штамповании известными способами, таких как расслоение, сколы и, таким образом,повысить точность поверхности деталей, 5 а также производительность процесса.
Формула изобретения
Способ формообразования поверхности деталей путем предварительного определения потребно1о усилия деформирования, приложения его к обрабатыв емому материалу с одновременным регулированием величины усилия деформирования посредством обратной связи, его изменения в завис;имости от перехода материала из одного напряженного состояния в другое и поддержания этой величины постоянной для каждого 0 напряженного состояния, отличающийся тем, ЧТС1, с целью повышения производительности и качества деталей, к очагу деформации дополнительно к основному статическому усилию деформирования, пропорционально скоростным и силовым характеристикам процесса, через инструмент прикладывают вибрационную энергию, разупрочняющую материал в очаге деформаций.
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 565752, кл. В 21 О 35/00, 1974 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой обработки твердых материалов | 1985 |
|
SU1282942A1 |
| Способ формообразования поверхности деталей | 1974 |
|
SU565752A1 |
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Способ изготовления лезвийных рабочих органов сельскохозяйственных машин | 1988 |
|
SU1708486A1 |
| СПОСОБ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2069115C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |