(54) УСТРОЙСТВО ДЛЯ ВЫДАВЛИВАНИЯ ПОЛЫХ ИЗДЕЛИЙ
С ФЛАНЦЕМ
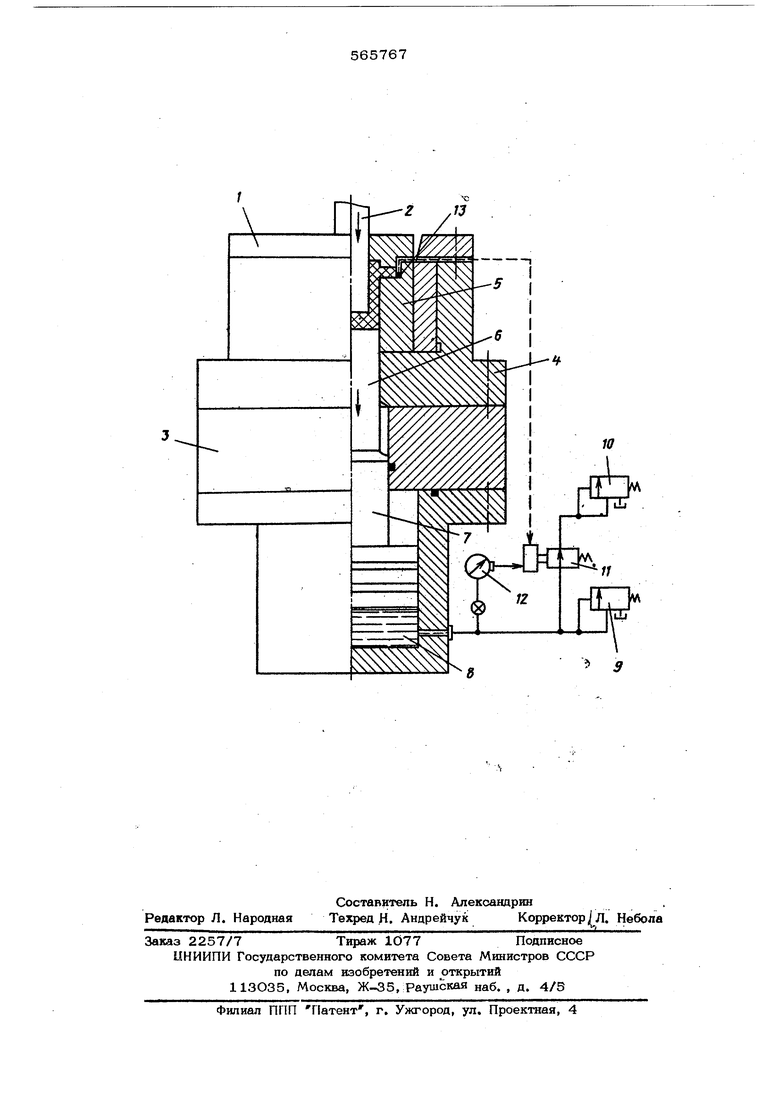
поверхностью со штоком 7 гидравлического цилиндра (подущки) 8, распопоженного под плитой 3.
В гидросистеме в качестве регулятора давления установлены последовательно два предохранительных клапана 9 и 1О с размешенным между ними распределительным краном (вентилем) 11. При этом предохранительный клапан 9 рассчитан на большее значение давления срабатывания, чем кла пан 10, что необходимо для удержания в неподвижном состоянии противопуайсона 6 при формообразовании фланца.
Для переключения в требуемый момент распределительного крана, например KjpaHa 11 с электромагнитным щщавдвнщм опользуется электромагнитный манометр 12 или иной сигнальный контактный датчик. 13, фиксирующий заполнение полости под фпанеп и подающий команду на переключение.
Матрица 5 может быть выполнена разъемной по горизонтальной (при холоа ном выдавливании) и по вертикальной плоскостям (преимущественно при горячем выдавливании).,
Устройство работает следующим образдм
В матрицу 5 на противопуансон 6 устанавлнвают заготовку. При рабочем ходе пресса плита 1 и пуансон 2 опускаляся При внедрении пуансона 2 в заготовку выдавленный металл, перемещаясь в радиаль ном направлении, заполняет закрытую полость и образует фланец изделия. До образования фланца изделия необходимое (для удержания в неподвижности противопуансона 6) давление в гидроаилиндре 8 поддерживается клапаном 9. По завегше-; нию заполнения полости датчиком 13 (или манометром 12) подается команда на переключение крана 11. Давление в гидропилнндре 8 падает до рабочего давления клапана 1О, рассчитанного на осуществление выдавливания попой части изделия прЦ дальнейшем опускании пуансона 2 И пе«г ремешении противопуансона 6. .
Выстанвание противопуансона в неподвижном состоянии в требуемый период по- , зволяет получить изделия с фланцем, имеющим диаметр, значительно превышающий диаметр полой части изделия. При этом.
формообразование фланца можно произвести не только на первом этапе выдавливания, но и в промежутке между дзумя .этапами образования полой части изделия, что обеспечивается выбором формы копира.
Таким образом, предложенное устройство позволяет изготовить полые изделия с фланцем за один рабочий ход пресса, что ведет к повышению производительности, поскольку отпадает необходимость в
предварительной (или последующей) операции ;высадки фланца и в последующей механической обработке фланца (в случае его расположения на некотором расстоянии очЕ верхней кромки изделия). При этом повышается качество получаемых изделий за счет точного формообразования фланца в закрытой полости при неподвижном противопуансоне на требуемом этапе выдавливания
Форм, ула изобретения
Устройство для вьщавливання поль1х из- делий с фланцем, содержащее смонтированные в корпусе деформирующий пуансон и разъемную матрицу, а также размешенный в ней пуаноон противодавления, контактирующий со штоком силового цилиндра, снабженного системой питания, о т л и ч а ющ е е с я тем, что, с целью улучшения каЧестЕШ взяелиян повышения пррнзводител кости, оно снабжено установленными в системе питания силового .цилиндра двумя предохранительными клапанами, а также )эазмещенным между ними разделительным |сраном, сблокированным с установленным в матрице датчиком регистрации заполнения полости матрицы.
Источники .информации принятые во внимание при экспертизе:
1, Кузнечно-штамповочное прокзводство№ 9, 1966 г. с. 5-6 (прототип;.
чЗ
д
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| Штамп для поперечного выдавливания | 1978 |
|
SU806226A1 |
| Устройство для штамповки полых изделий с отводами | 1980 |
|
SU912325A1 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |
| Способ формообразования цилиндрических изделий с фланцами | 1988 |
|
SU1562055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |