I
Изобретение относится к механической обработке прецизионных отверстий. .
Известны устройства для хонннгования отверстий с компенсацией износа брусков и контролем размера обрабатываемого отверстия, содержашеее механизм разжима хона с иглой разжима и калибр-ограничитель перемещения брусков 11
Цель изобретения - упростить конструкцию устройства..
Для этого механизм раз жима снабжен неподвижно закрепле1шыми кЬнечными выключателями и регулируемым ограничителем, а игла разжима - командным флажком, кроме того, устройство снабжено фрикдионом.
Такая конструкция устройства позволяет перед обработкой очередной детали произвести точную компенсацию износа брусков, вызванного обработкой предьщушэй детали.
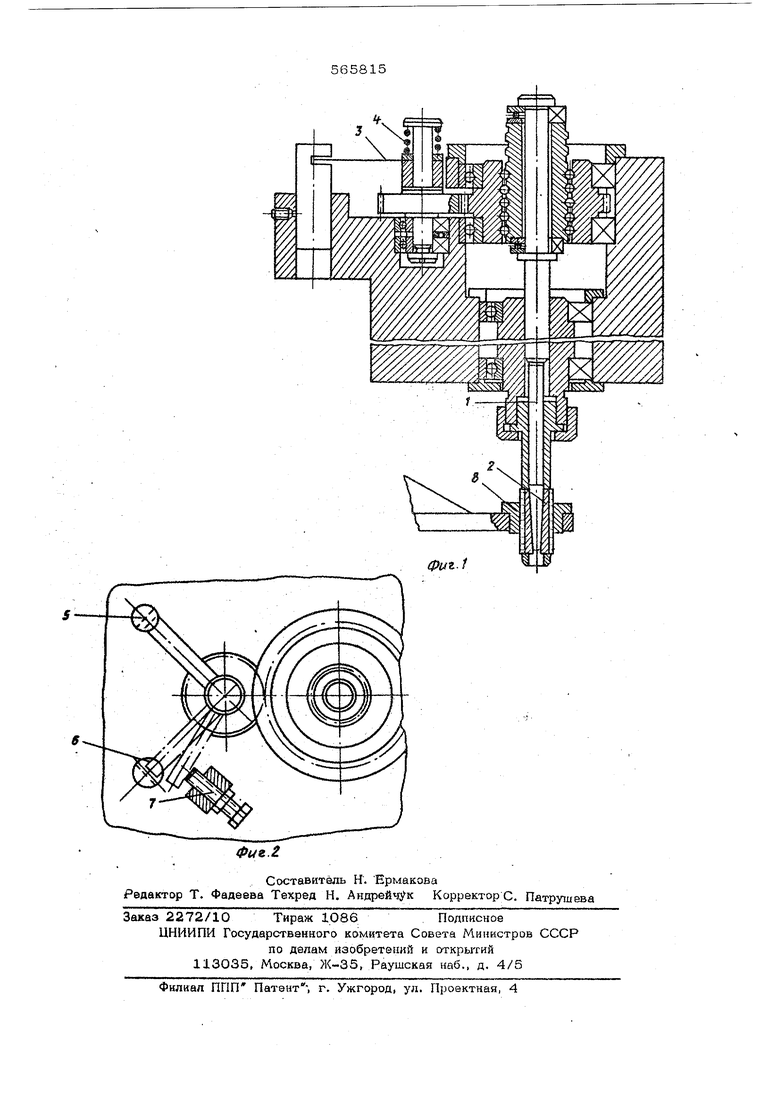
На фиг, 1 показано предложенное устройство, разрез; на фиг. 2 - то же, в плане.
Игла разжима 1, перемешающая бруски хона 2 в радиальном направлении, соединена с приводом через винтовую передачу качания. Командный флажок 3 связан с одним из элементов привода иглы разжима 1 силами трения, создаваемыми пружнной 4, и взаимодействует в процессе работы с конечными выключателями 5 н в соответственно Бруски сжаты к Размер достигнут. Устройство снабжено регулируемым ограничителем 7 перемещения командного флажка 3 и калибром-ограничителем 8 перемещения брусков хона 2, которой установлен соосно хону 2 вне зоны обработки. Перед обработкой первой детали партии производится настроечный контрольный разжим, при .Котором командный флажок 3, пройдя мимо конечного выключателя б, останавливается регулируемым ограничителем 7, а игла разжима 1 продолжает перемешать предварительно полностью сжатые бруски 2 до упора с определенным усилием в калибр-ограннчитель 8. Регулируемый ограничитель 7 устанавливается так, чтобы величина пути командного флаж- ка 3 от места воздействия на конечный выключатель 6 до ограничителя 7 соответ- ствовала разности размера калибра - ограничителя 8 и заданного размера детали. После настроечного контрольного разжима производится сжатие брусков, которое продолжается до тех пор, пока командный фла . жок 3, перемещающийся совместно с иглой разжима 1, воздействуя на конечный выключатель 5, не подаст команды Бруск сжаты. Окончание сжатия позволяет начать цикл обработки детали, во время которого калибр-ограничитель 8 находится вНе зоны обработки над деталью. Цикл хоникго вания продолжается до момента воздвйст ВИЯ командного флажка 3 на кон&чкый выключатель 6. Размер обработанной: детали будет мень ше размера калибра- ограничитеяя в ка величину, соответстйукниук расстоанню между точкой воздействий кймаидйого флажка 3 на конечный выключатель 6 и точкой остановки командного флажка регулируемым ограййЧйтелем 7. Н|аличне регупироеаи огрйййЧйтелй 7 позволив более точно произвести настройку устройства йй получание заданного размера обработанной детали. По окончании цикла хонйнго&анйя про изводится сжатие брусков до получения кома щы Бруски сжиты . Устройство подготовлено к контроль ному разжиму, во время которого бруска .хона 2 находятся внутри калибра-ограничителя 8. При контрольном разжиме в слу чае отсутствия износа брусков хона 2 командный флажок 3 не будет смещаться относительно иглы разжима 1 и размер обработанных деталей на изменится. Если износ брусков имеет место, то при контрольном разжиме командный флажок 3, дойдя до ограничителя 7, остановится, а игла разжима 1 будет продолжать перемещение до момента прижима брусков хона 2 к калибру-ограничителю 8. Это приведет к смешению командного флажка 3 относительно иглы разжима 1 на величину, соответствующую износу брусков, и, следовательно, к точной компенсации износа. Формула изо р е т е н и я 1.Устройство для хонингования отверстий с компенсацией износа брусков и контролем размера обрабатываемого отверстия, содержадхее механизм разжима хона с иглой разжима и калибр-ограничитель перемешения брусков, установленный соосно с хоном вне зоны. рбработки, о т л и ч а ющ S в с я там, «елью упрошения кокструшии; (1И Ь|1|зязжима снабжен неподаийсно закрепленными конеччыкш выключвтзлями № регулируемым ограничителем, а йгла разжима командным флажком. , , ... , . 2.Устройство по П.1, отличаюш е е с я тем, что, с целью смешения командного флажка относительно иглы разжима при контроле, оно снабжено фрикционом. Источники информации, принятые во внимание при экспертнав: 1. Авторское свидетешэство № 365242,. кл. В 24 В 33/06, 1987.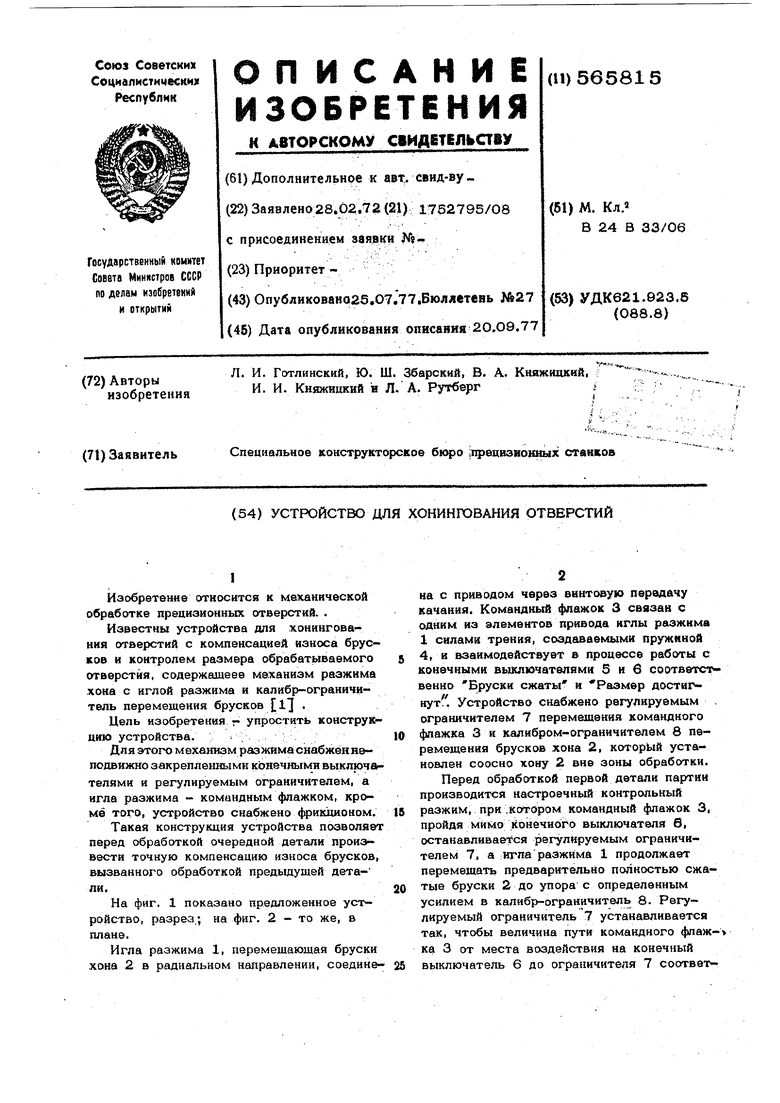
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления разжимом притира | 1982 |
|
SU1024243A1 |
| Устройство для разжима брусков хона | 1972 |
|
SU469581A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| Металлорежущий станок | 1981 |
|
SU984712A1 |
| Устройство для разжима инструмента хонинговального или доводочного станка | 1982 |
|
SU1002138A2 |
| Устройство для перемещения инструмента (детали) хонинговальнодоводочного станка | 1977 |
|
SU632555A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК С ДОЗИРОВАННОЙ ПОДАЧЕЙ БРУСКОВ | 1973 |
|
SU404614A1 |