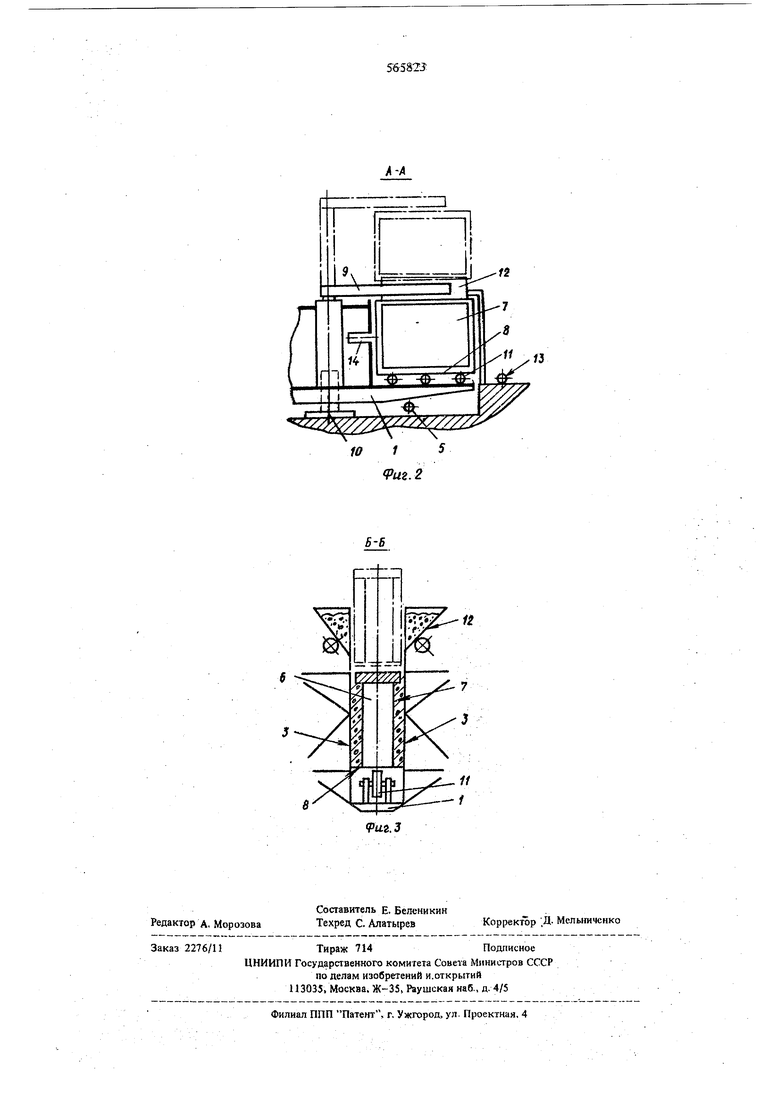
обе стороны теплового отсека 7. Тепловой отсек 7 перемешается вертикально в процессе бетонирования с помощью подъем(шка 9.
Вращающиеся части роторного конвейера и подъемник 9 поддерживает опора 10. Балки 1 роторного конвейера выполнены с рольгангагъш 11 (ролики с приводом), позволяющими закатывать пустые формы 6 в полости конвейера и откатыватьформы с изделием. Бетонная смесь подается в формы б из бункеров 12.
Роторный конвейер работает следующим образрм.
На подъездном рольганге 13 останавливается пустая форма.
Ротор конвейера поворачивается на угол между лолостями и свободная полость 4 с балкой 1 и рольгангом 11 оказывается под двумя рядами бункеров 12. Подъемник 9 опущен, форма 6 въезжает в полость и сцепляется с подъемником 9, который поднимает форму на ее высоту плюс 200-400 мм. Бункеры 12 заполняются бетоном, включаются вибраторы и подъемник 9 медленно опускает форму обратно.
При движении вниз форма 6 из бункера 12 заполняется бетонной смесью, после чего подъемник 9 отцепляется от формы 6.
При последующем повороте роторного конвейера форма 6 с бетоном перемещается на угол, равный углу между полостями и т.д. по направлению вращения конвейера.
С этого момента к тепловому отсеку 7 формы подводится тепловая знергия для термообработки бетона.
Фиг.1
Пройдя угол 360° (минус угол между полостями) , форма 6, прощедщая термообработку, останавливается перед вторым подъездным рольгангом.
Выпрессовщик 14 выталкивает форму 6 на подъездной рольганг и она выталкивается из полости конвейера. Изделие, извлеченное вместе с формой в случае неполного цикла термообработки отправляется в камеру дозревания.
10
Формула изобретения
15 1. Роторный конвейер для изготовления бетонных и железобетонных изделий, включающий поворотную раму с радиально расположенными по периметру полостями и подвижные формы, установленные в полостях, отличающийся тем,
20 что, с целью повышения производительности, полости и формы выполнены в поперечном сечении в виде клина с верщиной, обращенной к центру роторного конвейера.
2. Роторный конвейер по п.1, отличающийся тем, что каждая из форм вьшолнена двухместной в виде жестко укрепленного на поддоне теплового отсека.
Источники информации, принятые во внимание при экспертизе:
30 1. Авторское свидетельство СССР, № 56739, кл. В 28 В 5/10,1959.
2. Авторское свидетельство СССР, N 433028, кл. В 28 В 5/04, 1970.
Г .
-f2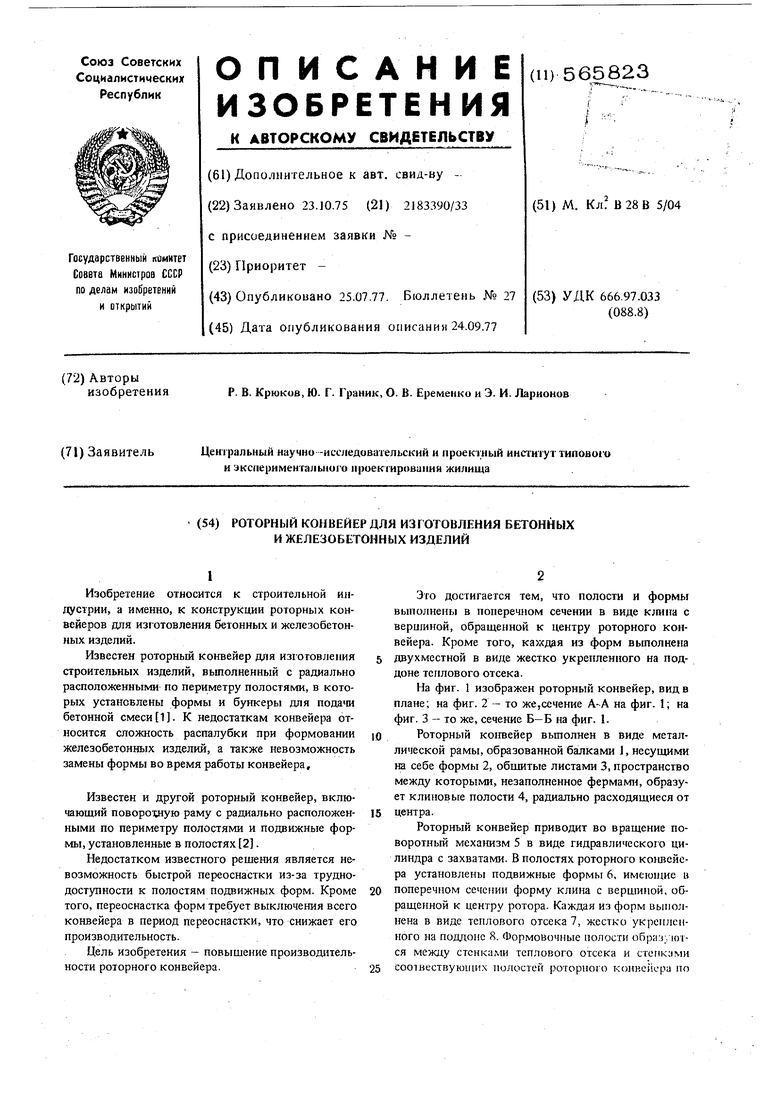
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухместная форма роторного конвейера для изготовления железобетонных изделий | 1977 |
|
SU704794A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU740505A1 |
| Установка для формования бетонных изделий на поддонах | 1990 |
|
SU1763189A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |