I
Изобретение относится к строительной индустрии, а именно к оборудованию для изготовления бетонных и железобетонных изделий.
Известна двухместная форма к роторному конвейеру, выполненная в поперечном сечении в виде клина, включающая поддон и тепловой отсек 1.
При выпрессовке формы из полости роторного конвейера происходит смещение бетона изделия по касательной к стенкам полости конвейера, что увеличивает усилия, необходимые для вьхпрессовкк, а также повышает требования к качеству поверхностей конвейера.
Цель изобретения - облегчение вып- рессовки формы из полости роторного конвейера.
Она достигается тем, что в форме, содержащей поддон, выполненный в поперечном сечении в виде клина, и тепловой отсек, последний выполнен составным из двух частей, а поддон снабжен клином, размешенным между частями
теплового отсека, причем клин и тепловой отсек на смежных поверхностях выполнены соответственно с рядами Т-образных пазов и Т-образных ползунов с роликами.
Кроме того, клин выполнен с подпружиненными || ксаторамя, с целью предртвращения перемещения тепловых отсеков относительно влина впроцессе формования. .
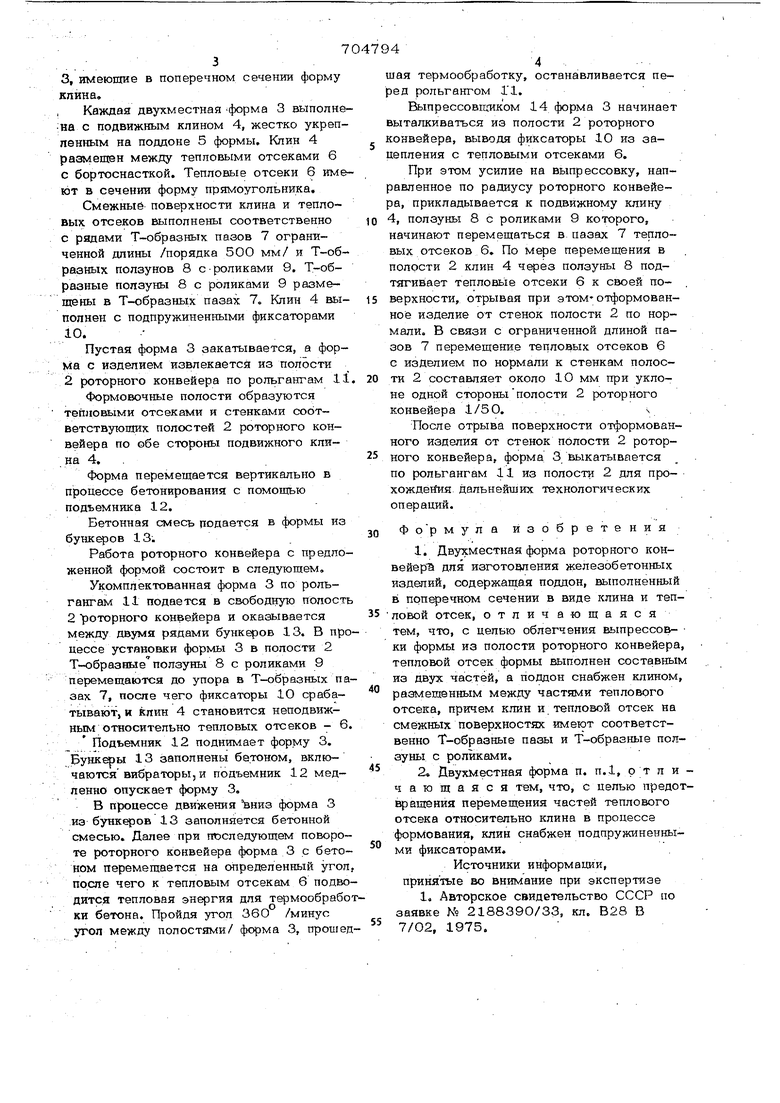
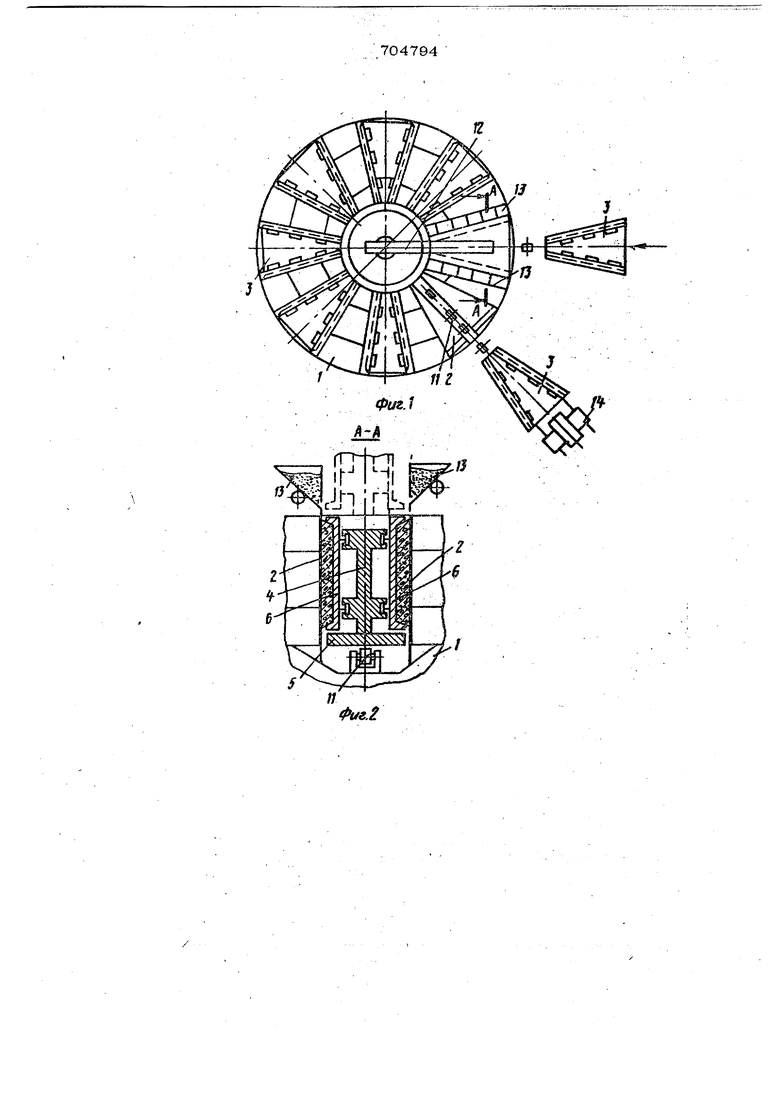
На фиг. 1 - изображен общий вид роторного конвейера с формой в плане; на фиг. 2, - сечение А-А на фиг.1; на фиг. 3 - форма в плане;на фиг. 4 - сечение Б-Б на фиг. 3; на фиг, 5 - узел сопряжения клина с теплым отсеком; на фиг. 6 подпруженный фиксатор, установленный на клине.
Форма предназначена для роторного конвейера, выполненного в виде поворотной рамы 1 с радиально расположенными по периметру клиновыми полостями 2.
В полостях роторного конвейера устаЕЮВлены подвижные двухместные формы 3, имеющие в поперечном сечении форму кпина. Каждая двухместная форма 3 выполне ;на с подвижным клином 4, жестко укрепленным на поддоне 5 формы. Клин 4 размещен между тепловыми отсеками 6 с бортоснасткой. Тепловые отсеки 6 име ют в сечении форму пр гмоугольника. Смежные поверхности клина и тепловых отсеков выполнены соответственно с рядами Т-образных пазов 7 ограниченной длины /порядка 50О мм/ и Т-образных ползунов 8 с-роликами 9. Т-обрааные ползуны 8 с роликами 9 размещены в Т-образных пазах 7. Клин 4 выполнен с подпружиненными фиксаторами 10. Пустая форма 3 закатывается, а форма с изделием извлекается из полости 2 роторного конвейера по рольгангам 11 Формовочные полости образуются тестовыми отсеками и стенками соответствующих полостей 2 роторного конвейера по обе стороны подвижного клина 4. Форма перемещается вертикально в процессе бетонирования с помощью подъемника 12. Бетонная смесь подается в формы из бункеров 13. Работа роторного конвейера с предложенной формой состоит в следующем, Укомплектованная форма 3 по рольгангам 11 подается в свободную полость 2 роторного конвейера и оказывается между двумя рядами бункеров 13. В про цессе установки формы 3 в полости 2 Т-образныеползуны 8 с роликами 9 перемещаются до упора в Т-образных па зах 7, после чего фиксаторы 10 срабатывают, и клин 4 становится неподвижным относительно тепловых отсеков - 6 Подъемник 12 поднимает форму 3. Бункшы 13 заполнены батоном, включаютсявибраторы, и подъемник 12 медленно опускает форму 3. В процессе движения вниз форма 3 из бункеров 13 заполняется бетонной смесью. Далее при шэследующем повороте роторного конвейера форма 3 с бетоном перемещается на определенный угол после чего к тепловым отсекам 6 подво дится тепловая энергия для термообрабо ки бетона. Пройдя угол 360 /минус угол между полостями/ форма 3, прошед шан термообработку, останавливается перед рольгангом 11. Выпрессовщиком 14 форма 3 начинает выталкиваться из полости 2 роторного конвейера, выводя фиксаторы 10 из зацепления с тепловыми отсеками 6. При этом усилие на выпрессовку, направленное по радиусу роторного конвейера, прикладывается к подвижному клину 4, ползуны 8 с роликами 9 которого, начинают перемещаться в пазах 7 тепловых отсеков б По мере перемещения в полости 2 клин 4 через ползуны 8 подтягивает тепловые отсеки 6 к своей поверхности, отрывая при этом отформованное изделие от стенок полости 2 по нормали. В связи с ограниченной длиной пазов 7 перемещение тепловых отсеков 6 с изделием по нормали к стенкам полости 2 составляет около 10 мм при уклоне одной стороныполости 2 роторного конвейера 1/50.ч После отрыва поверхности отформованного изделия от стенок полости 2 роторного конвейера, форма 3 выкатывается по рольгангам 11 из полости 2 для прохождевЕия. дальнейших технологических операций. Формула изобретения 1.Двухместная форма роторного конвейерЭ для изготовления железобетонных изделий, содержащая поддон, выполненный в поперечном сечении в виде клина и тепловой отсек, отлич ающаяся тем, что, с целью облегчения выпрессов- ки формы из полости роторного конвейера, тепловой отсек формы выполнен составным из двух частей, а поддон снабжен клином, размещенным между частями теплового отсека, причем клин и тепловой отсек на смежных поверхностях имеют соответственно Т-образные пазы и Т-образные ползуны с роликами. 2.Двухместная форма п. п.1, отличающаяся тем, что, с целью предотвращения перемещения частей теплового отсека относительно клина в процессе формования, клин снабжен подпружиненными фиксаторами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке hfc 2188390/33, кл. 828 В 7/02, 1975.
Фиг.2
IZ
Фм.З
б-б
8
J
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1975 |
|
SU565823A1 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU740505A1 |
| Устройство для распалубки и сборки форм при изготовлении изделий из бетонных смесей | 1991 |
|
SU1807934A3 |
| Установка для вертикального формования железобетонных изделий | 1989 |
|
SU1653974A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1646870A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для прессования изделий из бетонных смесей | 1988 |
|
SU1660968A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1530464A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ В.А. ЛЕЩИКОВА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250162C1 |
Фиъ.5
to
Фиг.5
