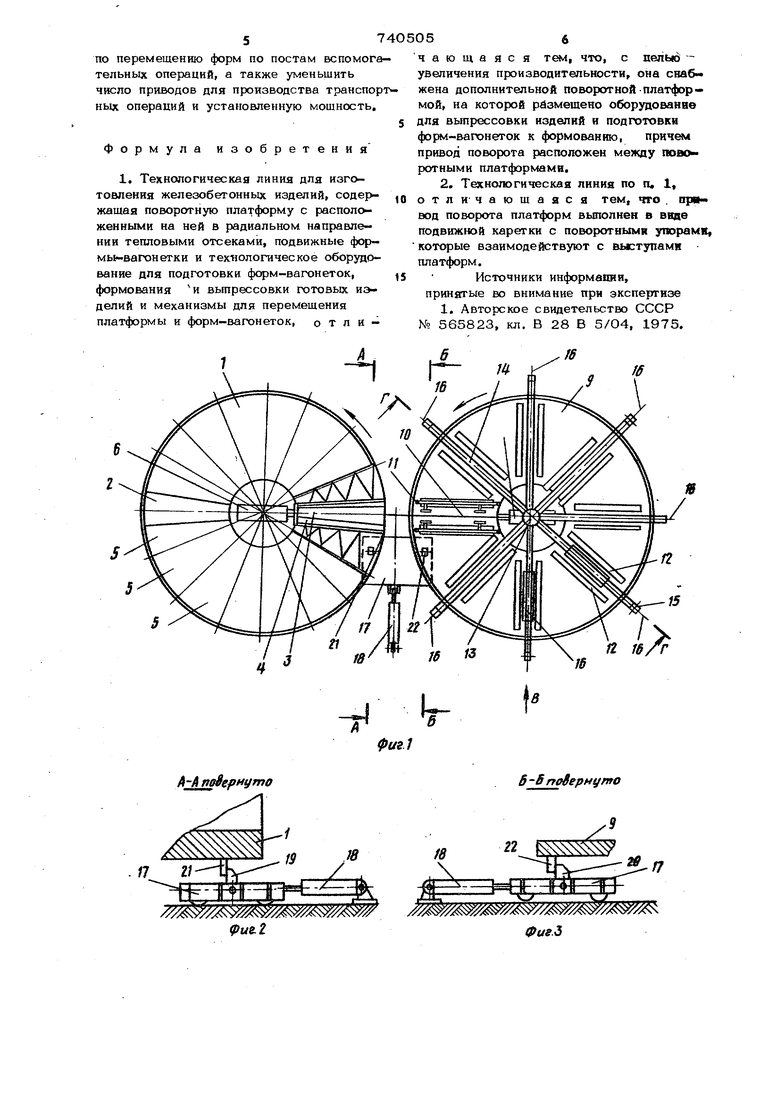
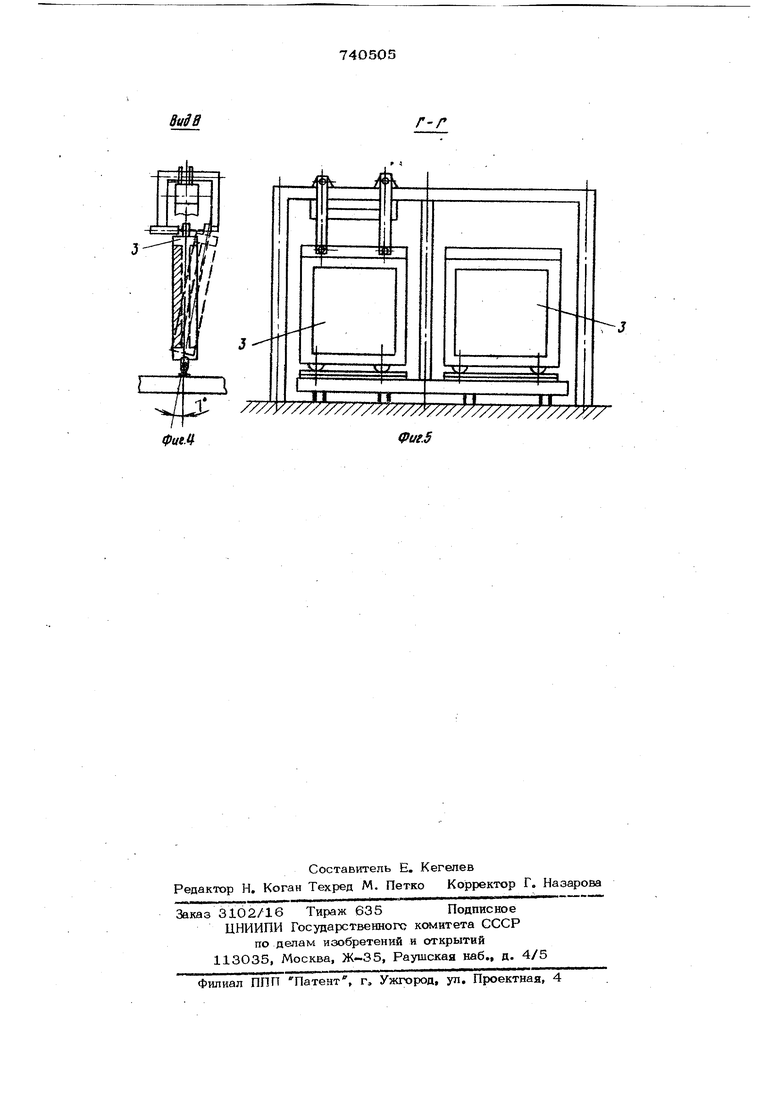
Изобретение относится к производств сборного бетона и железобетона. Известна технологическая линия для изготовления железобетонных изделий, сод жашая поворотную платфор му с расположенными на ней в радиальном направглении тешювыми отсеками, подвижные фор Mbi-вагонетки и технологическое оборудование для подготовки фор«л-вагонеток, формирования и выпрессовки готовых изделий и механизмы для перемещения платформы и форм-вагонеток 111 . Недостаток указанной технологической линии состоит в том, что подготовитель ные операции производятся на технологических постах, нерациональное расположение которых приводит к увеличению транспортных операций, что снижает производительность технологической линии. С целью увеличения производительности предлагаемая технологическая линия для изготовления железобетонных изделий снабжена дополнительной поворотной платформой, на которой размешено оборудование для вььпрессовки изделий и подготовки фо м-хваго неток к формованию, причем привод повсфога расположен между поворотными апа.ч а{ялбгми. Кроме того, привод поворота платфс м выполнен в ввде подвижной кареткв с поворотными упорами, которые B3am« aeic; вуют с выступами платформ. На фиг. 1 изображена технопогвческав линия в плане; на ф1Г, 2-сеченле А-А на фаг. 1} на фаг. 3 - сечение Б-Б ва фвг. 1; на фвг. 4 - вид В на фш. 1 ва фйг. 5- сечение Г-Г на фиг. 1, Технологическая линия содержат пово ротную платформу 1 с расцрложеввыми на ней в радиальном направленяв г&аювы MB отсеками 2, подвижные формь ваго- неткв 3, вмекщне в поперечном сечении форлу клина, пост 4 формования с со- V ответствующнм технологическим оборуцо- ванвем, посты 5 термообработки, а также технологическое оборудование 6 для вы прессовки л товых изделий и механвам 7 для перемещения форм-вагонеток. Технологическая линия снабжена допол нительной поворотной платформой 9. На поворотной платформе установлены рельсы 10 для перемешения по ним форм-вагонеток. Для удерзкания го веток в вертикальном положении по обеим сторо нам рельс 10 на дополнительной платфор ме 9 установлены стойки с укрепленными на них направляющими 11. По обеим сторонам pevibcoB установлю ны noAiieMHHe подмости 12, с которых производят вспомогательные операции по всей высоте формы. Платформа 9 выполнена с центральной стойкой 13 с радиалыго расходящимися от нее бал1шми 14 и опорами 15, На балках 14 смонтщэова но оборудование 16 для подготовки форм вагонеток, назначение каждой из которых определяет специализацию поста подготовительных операций и оборудование 6 для выпрессовки готовых, изделий. Между поворотными платформами 1 и 9 расположен привод поворота, вьтолнениый в виде подвижной каретки 17, прикрепленной к штоку силового цилиндра 18, На каретке укреплены поворотные упоры 19 и 2.0 одностороннего действия Поворотные упоры взаимодействуют с выступами 21 укрепленными на поворотной платформе 1, и выступами 22, укрепленными на платформе 9. Работа предложенной технологической линии состоит в следуюидам. На поворотной платформе 1 осуществляют формование и тепловую обработку изделий. Подготовленную ({юрму-вагонетк 3 подают на пост формования 4 поворотной платформы 1. форма-вагонетка оказывается между рядами бункеров. Формование происходит в процессе вертикального перемещения формы-вагонетки с помощью подъемника, форму-вагонетку S поднимают в верхнее положение и по мере опускания заполняют из бункеров бетонной смесью. Затем форму-вагонетку перемещают на посты 5 тепловой обработки вращением поворотной платформы 1 против часовой стрелки. Для этого выдвигают щток силового цилиндра 18. При этом поворотные упоры 19 наталкиваются на выступы 21 поворотной платформы 1 и осуществляют ее поворот , Одновремшно упоры 2О, наталкиваясь на вьютупы 22 Ьоворотной платформы 9, поворачиваются оставляя платформу 9 в прежнем положении. Пройдя посты 5 тепловой обработки (угол 36О минус угол между полостями), форма-вагонетка 3 останавливается напротив поста платформы 9, оснащенного оборудованием для вспомогательных операций 16, Механизмом перемещения 8 форму-вагонетку 3 выталкивают на рельсы 10 поста вспомогательных операций платформы 9, После этого полость 2 чистят и смазывают. Одновременно при обратном ходе силового 18 поворотные упоры 20 наталкиваются на вьютупы 22 поворотной платформы 9 и поворачивают ее в направлении, прютивоположном направлению поворота платформы 1. Поворотные упоры 19, наталкиваясь на выступы 21 платформы 1, поворачиваются, оставляя последнюю в прежнем положении. При повороте платформы 9 перемещают форму-вагонетку 3 на последующий пост, octiaшeнный оборудованием 16 для подготовки формгвагонеток, Заесь с подмостей 12 осуществлшот расфиксацию закладных деталей, извлечение каналообразователей и т,д. Одновременно укомплектованная форма-вагонетка 3 перемещается на пост подготовительных операций, расположенный напротив поста формования 4 и механизмом перемещения 8 подается на пост формования 4 платформы 1, На поворотной платформе 1 цикл по&торяется. Платформа 9 при повороте пе ремещает форму-вагонетку 3 на следующий пост, где производят распалубку изделия noBOipoTOM формы вагонетки 3 на угол до 7 относительно головки рельса 10 оборудованием для выпрессовки 6. Распалубленное изделие снимают краHON4, В случае использования двухместной формы последнюю перемещают на следукГший пост поворотной платформы 9, где осуществляют распалубки второго иацелия поворотом формы вагонетки 3 на угол 7 в противоположную сторону оборудованием для выпрессовки 6, По мере поворота платформы 9 формы вагонетка 3 перемещается на следующие посты, где производят чистку, смазку и комплектацию формь -вагонетки арматурой и закладными деталями. После подачи укомплектованной фсфмывагонетки 3 на пост подготовительных платформы 9, расположенный напротив поста формования 4 поворотной платформы 1, цикл повторяется. Предложенная технологическая линия позволит сократить транспортные операции 5 по перемещению форм по постам вспомога тельных операций, а также уменьшить число приводов для производства транспор ных операций и установленную мощность. Формул изобретения 1, Технологическая линия для изготовления железобетонных изделий, соде1 жащая поворотную платформу с расположенными на ней в радиальном направлении тепловыми отсеками, подвижные формы-вагонетки и технологическое оборудование для подготовки форм-вагонеток, формования и вьшрессовки готовых и делий и механизмы для перемещения платформы и форм-вагонеток, о т л и
г 05 чающаяся тем, что, с пелью увеличения производительности, она снабжена дополнительной поворотной платформой, на которой рйзмещено оборудование для выпрессовки изделий и подготовки форм-вагонеток к формованию, причем привод поворота расположен между поворотными платформами, 2. Тетнопогическая линия по п, 1, отличающаяся тем, что , прнвод поворота платформ выполнен в ввпе подвижной каретки с поворотными упорами, которые взаимодействуют с выступами платформ. Источники информации, приняггые во внимание при экспертизе 1. Авторское свидетельство СССР № 565823, кл. В 28 В 5/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Конвейерная линия для изготовления строительных изделий | 1980 |
|
SU897517A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Полуконвейерная линия для изготовления железобетонных изделий | 1990 |
|
SU1765008A1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
(риг. б В поёерндто Х 2 // //M// // 7// ФиеЛ
Bt/SB
r-r
