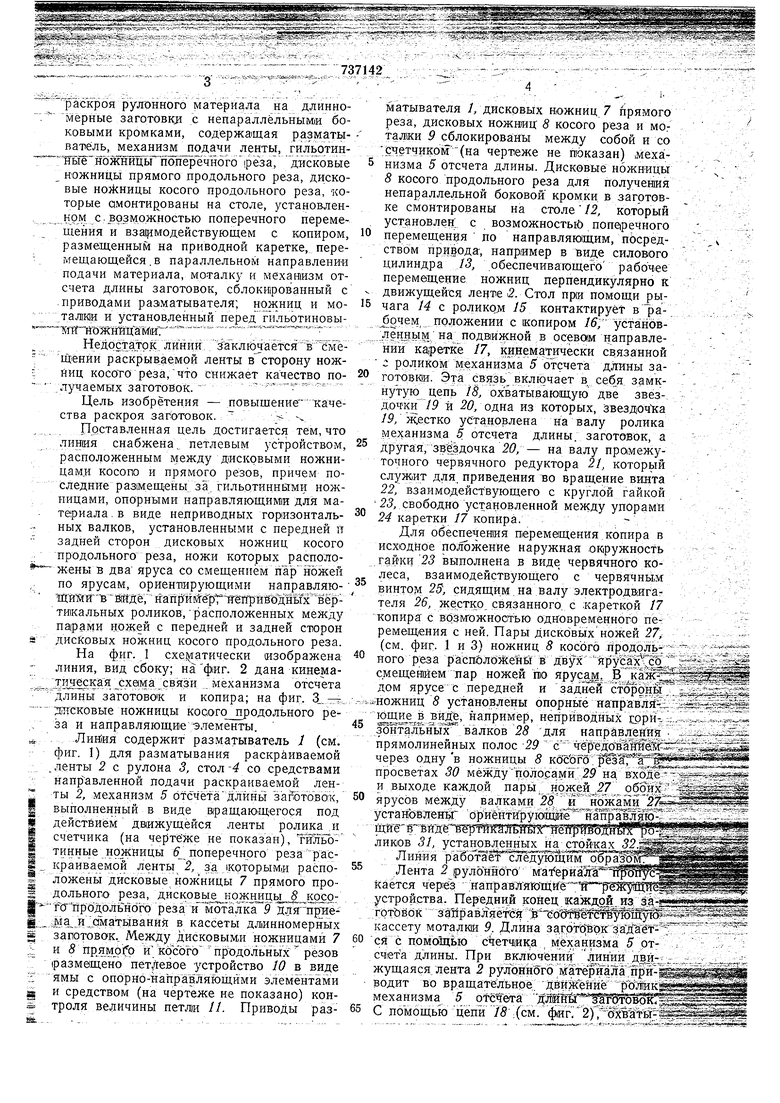
737142 эаскроя рулонного материала на длинно мерные заготовки с непараллельными бо ковыми кромками, содержащая разматы мтель, еханиз подачи ленты, гильотин :т1ё ШжницьГпо,пёречн6го ре за дисковые ножницы прямого продольного реза, дисковые но :ницы косого продольного реза, которые смонтированы на столе, установленном с. возможностью поперечного перемещения и вза|имодействующем с копиром, размещенным на приводной каретке, перемещающейся, в параллельном направлении подачи материала, моталку и механизм отсчета длины заготовок, сблоки|рованный с .приводами раэматывателя; Ножниц и мо тадк1и и установленный перед гильотиновы ШГТШжШгСаГМиг -- - - -- -- - Недрстатрк/линииУГ йклйчаёт-ся в бмёщ ении раскрываемой ленты в сторону ножниц косого рез а, что снижает качество по ;лучаемых заготовок. ..,;-,.-.-,..-Цель изобретения - повышение качества раскроя заготовок. - Поставленная цель достигается тем, что линия снабжена, петлевым устройством, расположенным между дисковыми ножницам.и косопо и прямого резов, причем последние размещены за. гильотинными ножницами, опорными направляЮЩими для материала, в виде неприводных горизонтальных валков, установленными с передней и задней сторон дисковых ножниц косого продольного реза, ножи которых расположены в два яруса со смещением пар ножей по ярусам, ориеншрующими направляюТЦ1ШЙ Видё, 1Гапр ЩгГ1Ш1ТрйВёдн1ШГ1ё|5ти1кальных роликов,расположенных между па|рами ножей с передней и задней сторон дисковых ножниц косого продольного реза. На фиг. 1 схе атически изображена линия, вид сбоку; нафиг. 2 дана кинема.Д11Еёская сх9ма связи .; механизма отсчета Длинь заготовок и копира; на фиг. 3. Жсковые ножницы кооого продольного реза и направляющие элементы. Лин;ия содержит разматыватель 7 (см. фиг. 1) для разматывания раскраиваемой .ленты 2 с рулона 3, стол-4 со средствами направленной подачи раскраиваемой ленты 2, механизм 5 бтсчётадлйньт заготовок, выполненный в виде вгращающегося под действием движущейся ленты ролика .и счетчика (на чертеже не показан), тШтьоTHHHbie ножницы 6 поперечного реза раскраиваемой ленты 2, за..которыми расположены дисковые ножницы 7 прямого продольного реза, Дисковьш кожн ць. кййР ТО продоЛьного реза и моталкТР для приё- |:...-.;Ма...и ама1Ь1вания в кассеты длинномерных - заготовок... Между дисковыми ножницами 7 прямоф и koVbro продольнЫх резов размещено петдевое устройство 10 в виде ямы с опорно-направляющими элементами и средством (на чертеже не показано) контроля величины петл|и //. Приводы разматывателя //дисковых ножниц 7 прямого реза, дисковых ножеиц 8 косого реза и моталки 9 сблокированы между собой и со :счетчиком -(на чертеже не показан) механизма 5 отсчета длины. Дисковые ножницы 8 косого продольного реза для получен1ия непараллельной боковой кромки в заготовке смонтированы на столе/2, который установлен; с возможность) попе1реЧного перемещения по направляющим, пОсредством привода, например в виде силового цилиндра 13, обеспечиватоЩегО рабочее перемещение ножниц перпендикулярно к движущейся ленте г. Стол при помощи рьь чага 14 с ролико.м 15 контактирует вра бочем положении с копиром /5; установ.:.лендым. на подв1ижной в осевом направлении каретке 17, кинематически св.язаиной роликом механизма 5 отсчета длгины заготовши. Этга cBgsbJ включает в, себя, замкнутую цепь 18, охватывающую две звездоч-ки 19 и 20, одна из которых, звездочка 19, жестко установлена на валу ролика механизма 5 отсчета длины, заготовок, а другая, зве:зДочка - на валу промежуточного червячного редуктора 21, которьш служ,ит для. приведения во вращ,ение винта 22, взаимодействующего с кругло й гайкой 25, свободно установленной между упорами 24 каретки 17 копира.Для обеспечешия перемещения копира в исходное положение наружная ок|ружность гайки 23 выполнена в виде червячного колеса, взаимодействующего с червячным 1ВИНТОМ 25, сидящим.иа валу электродв1игателя 2i5, жестко связанного, с кареткой 17 копира с возможностью одновременного перемещения с ней. Пары дисковых ножей 27, (см. фиг. 1 и 3) ножниц 5 косого продольного реза распйлОженй в двух ярусах со смещением пар ножей riio ярусам. В -, .Wie-p дом ярусе с передней и задн стороньГ иожниц 5 установлены опорные направля-... J jH№, например, негтрйводных iQpu-, -„, зВнтэльных валков 25 для направления . прямолинейных полос 29 тергёдоШ1Ш|р:2Й: через одну в ножниц;ы 8 кбШго; просветах 30 между прло. на, вхВда и выходе каждой пары; нржей.27 обгах й ярусов между валками 25 й ножами 57 станЬвленьг ориёнтирующие направдШ , гвдге в вйДё Щ5ТЖ&ЖЖЙ 1й§1 р1| во):|; Й |й ЛИКОВ 31, установленных на стойках 32.А Линия рУбота П ую1цим5§раШ Лента 2 рулонного ма1 ерйа51П Й,, кается чере :направЛя1юШйГ1Г Ш ИШ устройства. .й конец каждой, из й-я гртШбк заправляется в со тНететвЗто1Щ/Й кассету моталк1и 9 Длина заготовок задается с помощью счетч(ика механизма 5 отC4efа длины. При включении линии двиущаяся лента 2 рулонного материала при-щ одит во вращательное движение ролик еханизма 5 отсчета длйнй ИгВтовок З помощью цепи /5 (см. фиг. 2),охъаты С
6 вающей звездочки 19 и 20, вращательное движение lOT ролика 5 через .г.д-,. промежуточный червячный редуктор 2/ .IF, взаимодействующему в и,,,:д,,1--.ТоГТР я с гайкой 23, под дейстш шкр: -гопгпй ,кяпртк-я 17 кппипя /д прпрялотттоот а .ТорТзй «аретка /7 копира /5 перемещается пар аллетном направлениипОДа Ш Шт риала. Под действием давления в, силовом jg.-,-4M f-HJlP /5 стола 12 ролик 15 .на рычаге к копиру /&/и стол /2 с й йсКо%ШШ1Гбж11Йц| йй S косога-реза посте; ;|Щ|22|Т { ЭД в:г1бпе|речн(М нап{йв- . отношение в .системе - .(onHjp a при длине ркг8стй ролйка 1леханйз1иа 5, равной ,,м,, что з& ква оборота ука y jielgpm I . перемещается на ..™i J раскраиваемая лента п(родвигаетсл .,:rrt .вперед на 1 м. Диоковые ножницы 7 пря: ьй- г; а;Д : й « -- -Д -. 1. .Д-Дг У Ц -4-Ч Г - т- ...- д..--...1..-.-уг;- гз-- Д - -- ---f .„. . реза с установленньгми на требуемую ::.. ширкну ножами режут ленту 2 параллельliZlZ .но осд щ пдлось1; 9 с .параллельными бо:.;: ковьши кромкам. На выходе из этих -- ножниц полосы 29 в пeтлeвoJI устройстве/) , -. образуют свободно падающую петлю // и ;- - посредством опорных направля1Йц1их рЛ- .. KO .25 с чередованием через одну найрав «д : . ляются Ж соответствующие парь нЪйсей 27 -;j- обоих ярусов дисковых ножниц 5 кроаро . резаг которьтё рвжутуказ-а Н1ШёпРл13Ш1Ш углом кОСИ, образуя ленточные заготовки j55(cM. фиг. 3), одна из боковых «ромок которых непараллельна другой кромке. ВерfiTKMbHeiexoaoCTbie ролики5/, взаимодействуяс кройкой полосы 29, предотвращают - смещение её (увод) в сторону в зоне вь1;,;,.;г1;..:,;„...:„,..Ялнешя jKpcprp реза. Получаемые трапе--- 7.-------- Цёвйдньтеленточн заготовк1и. 33 сматы s5eEiia :sars ваются в кассеты 5 (см. фиг 1) моталки Р, S::;;r;: rj :r SCSS - n ss ;-:jt Ks sg;s ..J- ,,,- , , .устанрвл енные н.а ;(вух - распо;л :Н-г..- ..Ipyr над Друг6м валах с возможностьюс екрторым усилием проворачиваться друг ;рйюситёльнр друга, что обеспечивает качественнуюнайотку лент и равномерность утяжки. При прохождении через дисковые цожницы 7 прямого реза заданной на счетV чикё длины раскраиваемой ленты сблокиррванный со, схемой управления счетчик , (на чертеже не показан) выдает команду sr;;S7 ::-::S-S нэ отклю чениё ЛИНИИ и включение гйльсн : стола /2с ,.ЙМ1.®Ш.й ШЖнйц11и S крсогр реза вис ---;.- ходное положение осуществляется пере . ; j; J, ...г ж давления В .сило й З-. .цилиндре 13, При выключении электродшгателя 26 червячный винт25 воздействует на гайку 23, наружная окружность которой выполнена в виде червячного колеса. Гайка 23, вращаясь, перемещаегся по неподвижному в это время винту 22 и ОТВОДИТ В исходнобпбложенив карвтку /7 Шпира 16, освобожденного от контактирующего взаимодействия с роликом 15. Каждый (ИЗ последующих циклов пЬвтеряется в той же последовательностти. Использование изобретения обеспечи-. вйет no trfmeHflV качества ра1экроя заготОвок, что, в своюочередьГ улучщает качёство магнит01арс вода-И трансформатЬра в целом и дает возможность повысить на 6-10% производительность при HasKBHte элементов магнитопровода и сборке его. Формула изобретения Авто.матическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками, содержащая разматыватель, гильотинные ножницы поперечного реза , дисковьтено ййТщьг-ттрШ6го продольного реза, дисковые-йожницьг косого продольного реза, которые имеют ттесколько парЧШЖей и смонт1ированы на столе, установленном с вШмбж1доетШ отнбсйтеЖйо направления подачи перемещениями взаимодействующем с копиром, размещенным на приводной каретке, перемещающейся в па1раллельном направлении подачи материала, моталку ЕГ механизм отсчета длины заготовок, сблокированный с приводами разматыватёля, ножниц и-моталки и установленный перед гильотинными ножницами, о т л и ч а ю щ а я с я тем, что, с целью ., ....,.., . , повышения качества раокроя, она снабжена петлевьш устройством, расположенным между дисковыми гГоЖницами кобого я прямого резов, причём последние размещёны за гильотин ньши ножницами, опорнь ми направляющимждЛя материала в виде неприводных горизонтальных валков, установленньши чг Пё|рёднёи и задней сторон 71Исковы}Г шжнйгГКбсОгб Т1родоЛьнЬгд рёзаГ ножи которых расположёны в два яруса со смещением пар ножей по ярусам, ориентирующими направляющими для матёрйалав виде; например, неприводных вертикальных ролик01в, расположённых между napS йи ;ножей с Ъе|редней и задней сторон дисковых ножниц косого продольного реза.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Устройство для подачи листового материала | 1977 |
|
SU733890A1 |
| Линия для продольного раскроя движущегося проката | 1975 |
|
SU624736A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |

