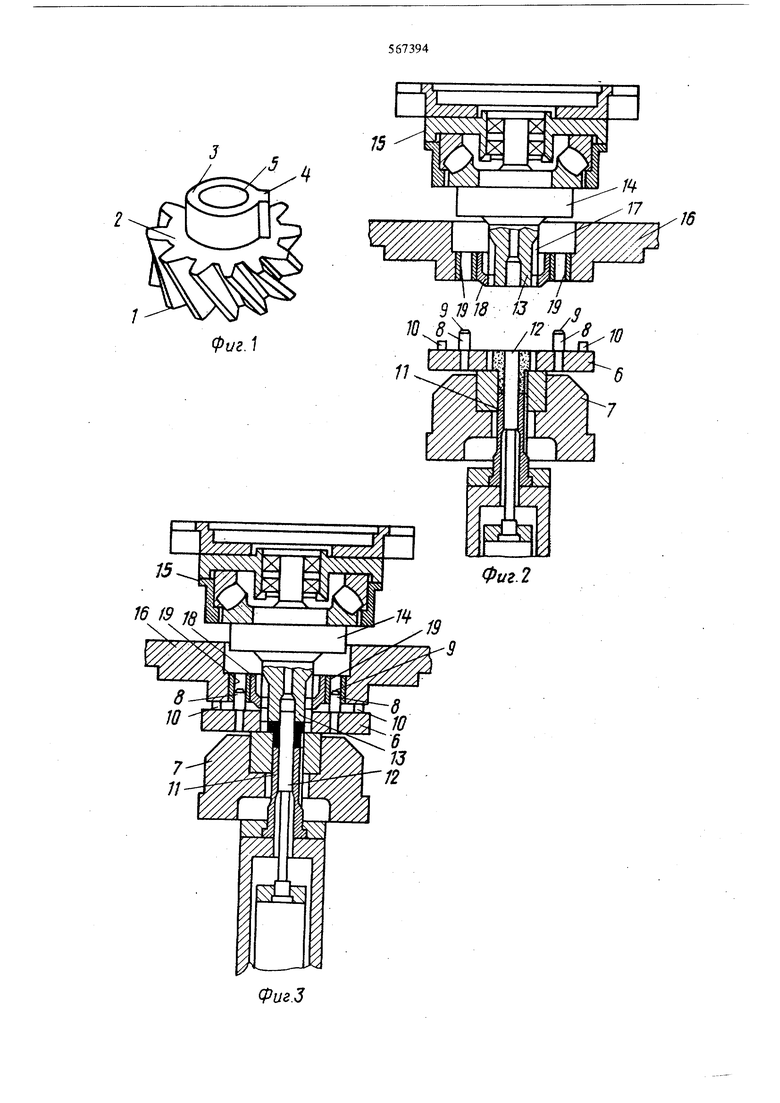
на 11 расположен стержень 12, который двигается вертикально относительно пуансона, образуя в колесе отверстие 5.
Нижний конец 13 верхнего пуансона 14, который является пустотелым для прохождения стержня 12, может взаимодейстаовать с верхней матрицей 6. Наружньш профиль конца 13 соответствует «наружному профилю зубчатой частя 2 колеса 1, Верхний пуансон 14 вращается в опоре, содержащей группу роликовых пощшшников 15, и перемеща ется вертикально вместе с опорой.
Направляющая плита 16 двигается вертикально и имеет отверстие 17, в которое вставляется гайка 18, имеющая такой I же зубчатый внутренний про4жль, как профиль верхней матрицы 6. Конец 13 верхнего пуансона 14 всегда зацепляется за гайку 18. Плита 16 имеет два установочных отверстия 19, в которые входят штифты 8,
Устройство работает следуюцщм образом.
Ш первой стадии (стадии загрузки) нижняя матрица 7 находится в наиболее высокой позиции, причем ее верхняя поверхность касается нижней поверхности матрицы 6. Нижний пуансон 11 находится внутрт матрицы 7, стержень 12 располагается в наиболее высокой позиции, т.е. на одном уровне с верхней поверхностью мат1жцы6. Плита 16 устанавливается в наиболее выссжом положении и верхний пуансон 14 располагается в наиболее высоком положении отноо тельно плиты 16, т.е. наодной линии с нижней поверхностью гайки 18 (фиг. 2). .
Порошсвс заг19окается в матрицы 6 и 7. После загрузки верхний пуангон 14 (фиг. 3) и штата 16 совместно опускаются вертикально до тех пор, пока плита 16 не остановится напротив верхней матрш(ы,б посредством упора о выступы 10. В конце зтого движения два штифта 8 цент{Я1руются в отверстиях 19 посредством скошенных частей 9 и затем проходят в них и устанавливают плиту 16 под углом так, что, когда последняя упирается в выступы 10 матрицы 6, зубчатьк профили последней и гайки 18 точно совпадают по фазе. Следовательно, установочные ыпифты 8 коррешруют любые возможные условия смещения плиты 16, которые могут возникать во время предыдущих движений. Выступы 10 необходимы для предотвращения псшадания порошка на верхнюю матртцу 6 во время загрузки и для останова плиты 16с последунщим
угловым смещением профиля гайки 18 относительно профиля матрицы 6.
Для этого выступы 10 выполняются более высокими по сравнению с загрузочным уровнем
порошка, который по существу совпадает с верхней поверхностью матрицы 6.
При останове гошты 16 верхний пуансон 14 продолжает спускаться, совершая винтовое движение, направляемое гайкой 18. Конец 13 пуансона 14
теперь касается верхней мгприцы 6, тогда как вижний пуансон 11 движется одновременно в противоположном направлении без вращения, достигая положения, показанного на фиг. 3. Конец 13 верхнего пуансона 14 таким образом движется в верхней матрице 6, движение точно подобно или Соответствует винтовой шнии последней. Кроме того, не возникает вращательного движения между порошком, спрессованным в верхней матрице, и порошком, образующим ступицу зубчатого колеса.
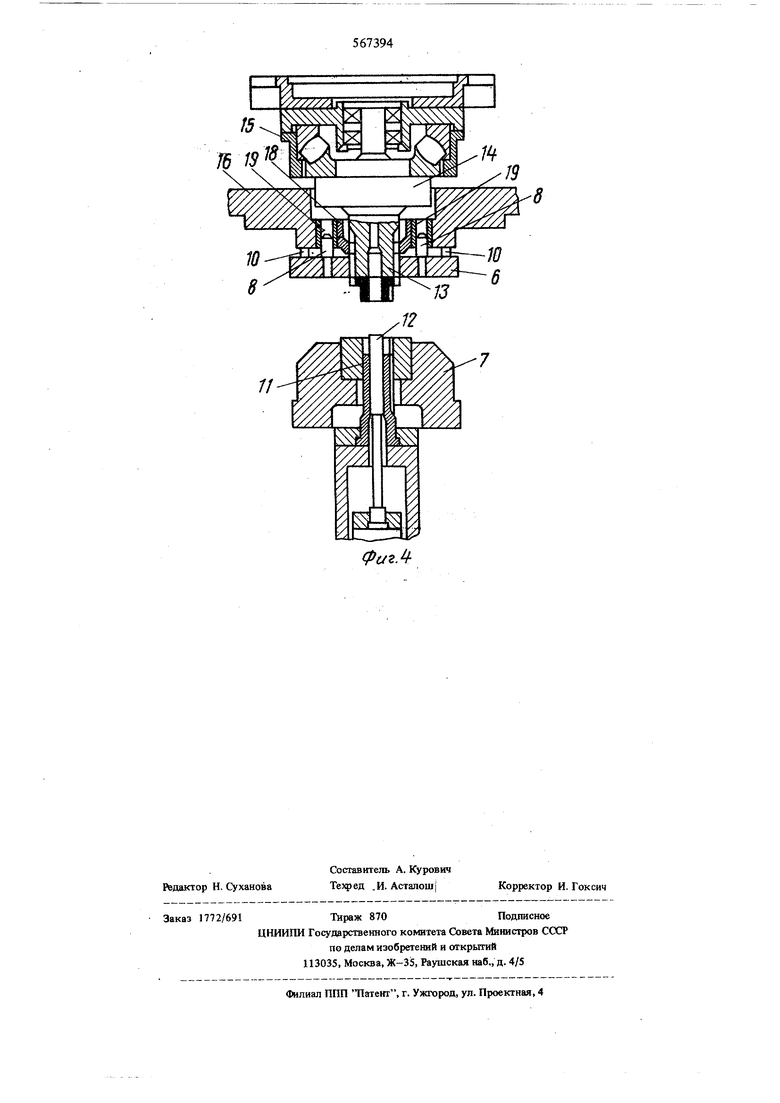
Это исключает образование слабых участке. Затем нащ{нается удалеш1е спрессованного издалия. .Опускается стержень 12. Когда он удален из отверстия 5, нижняя матрица 7 опускается ниже ступицы 3 зубчатого колеса 1, которое тем временем
удерживается нижним пуансоном 11, который оставался в наиболее высокой позиции при окончании прессования (фиг. 3). Затем нижний пуансон 11 спускается и совместно с нижней матрицей 7 и стержнем 12 подводится к самой нижней позиции
удаления как показано на фиг. 4. Затем опускается верхний пуансон 14 и выталкивает зубчатое колесо 1 из верхней матрицы 6.
Формула изобретения
Устройство для прессования из порошка косозубых колес, содержащее профильную матрицу и прессующий пуансон соответствующего профиля, входящий в зацепление с матрицей п{Я1 прессовании, отличающееся тем, что, с целью повьшхения качества изделий путем уменьшения рабочих зазоров между матрицей и пуансоном, оно снабжено подвижной относзггельно пуансона плитой с установленной в
ней с возможностью г вращения гайкой, постоянно находящейся в зацеплении с пуансоном, и средствами для направлешся и ограничения хода зтой плиты относительно матрицы.
сриг.З
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования винтовых деталей из металлических порошков | 1973 |
|
SU656489A3 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХМАТЕРИАЛОВ | 1971 |
|
SU306613A1 |
| Установка для прессования изделий из порошков | 1977 |
|
SU679317A1 |
| Пресс-форма | 1985 |
|
SU1320020A1 |
| Способ изготовления заготовок сверл глубокого сверления с V-образным пазом | 1984 |
|
SU1398983A1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| Способ прессования конической шестерни с круговым зубом и устройство для его осуществления | 2019 |
|
RU2731697C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1981 |
|
SU975203A1 |
| Устройство для прессования порошков | 1971 |
|
SU469235A3 |