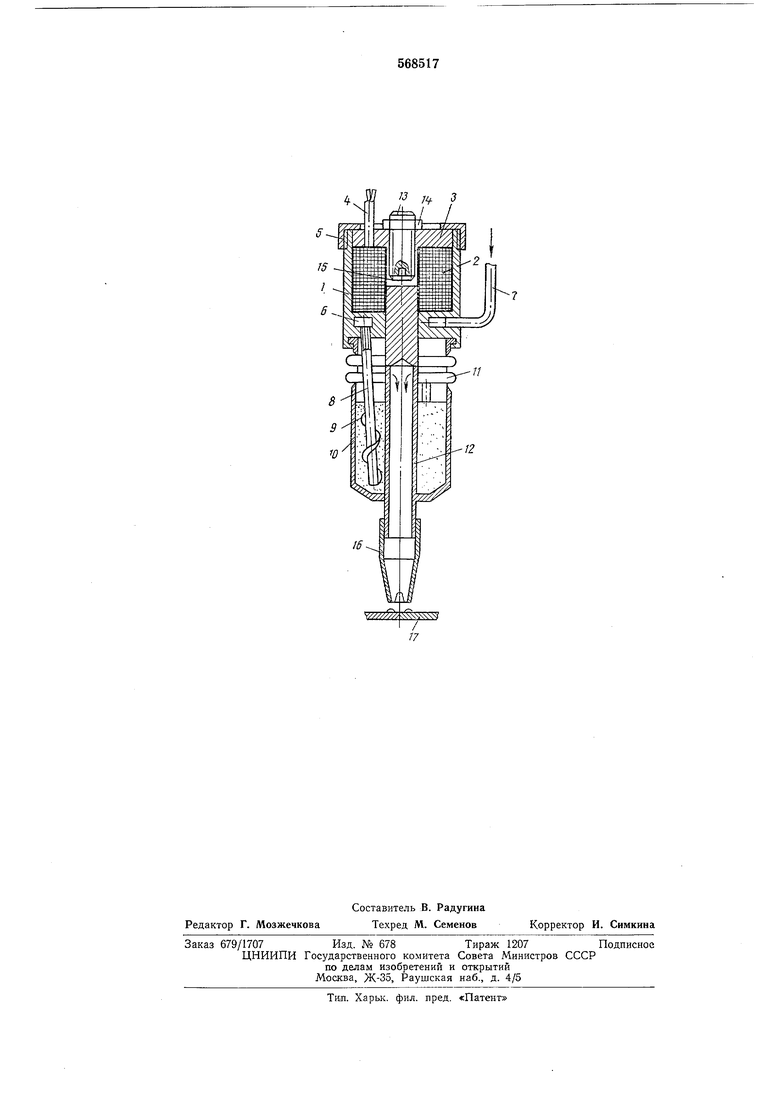
Изобретение относится к сварочному производству и может «айти применение для нанесения порошкообразного активирующего флюса на кромки свариваемых деталей при газоэлектрической сварке неплавящИМСя, например, вольфрамовым электродом. Известны устройства для подачи и дозирОВания сварочного флюса потоком газа 1, 2. Недостат1Ком этих устройств является то, что применение их для нанесения малых количеств флюса затрудняется активным оседанием последнего .на стенках устройства и трубопроводах. Известно устройство для дозированной подачи порошкового флюса посредством газа, содержащее корпус, закрепленную на .нем смесительную камеру с трубкой для выхода газофлюсовой смеси, механизм для предупреждения закупорки выщеупомянутОй трубки, а также трубку для подачи газа в смесительную камеру 3. Это устройство является наиболее близким к предлагаемому по технической сущности и достигаемому результату. С целью повышения -качества сварки путем равномерной подачи флюса в предлагаемом устройстве ;верхняя часть смесительной камеры выполнена в виде сильфона и снабжена дополнительными трубками для подачи газа, на входе которых установлен коллектор, закрепленный в нижней части корпуса, при этом механизм для предупреждения закупорки трубки выполнен в виде электромагнитного вибратора. Кроме того, наружные поверхности трубок для иодачи газа в смесительную камеру могут быть выполнены щнекообразными. На чертеже показана схема предлагаемого устройства. Устройство имеет неподвиж1ный корпус /, электромагнитную катущку 2, крыщку 5 и щцур 4 электропитания. Катущка и крыщка крепятся в корпусе гайкой 5. В нижней части корпуса расположен Кольцевой коллектор 6 с подводящей газ трубкой 7 и несколькими трубками 8 для подачи газа, наружные поверхности 9 которых выполнены шнекообразными. Верхняя часть загрузочной съемной камеры 10 выполнена в виде сильфона // я крепится в пазах корпуса. Трубка 12 и-меет окна для иодачи газофлюсовой смеси, а верхняя часть трубки выполнена цельной в виде стерл ня и является частью сердечника катущки. Крыщка 3 является другой частью сердечника катушки и имеет регулировочный винт 13, контргайку 14 и фторопластовый 15. Наконечник 16 крепится на трубке 12 и определяет ширину полосы флюса, нанесенного на кромки свариваемых деталей 17.
Устройство работает следующим образом.
В съемную камеру 10 засыпается флюс. Газ, например аргон, поступает через трубку 7, коллектор 6, трубки 8 с отверстиями в порошкообразный флюс, образуя газофлюсовую смесь.
Пр,и подаче переменного тока стандартной частоты 50 Гц на катушку 2 трубка 12 с камерой 10 «ачинает вибрировать. Верхняя сильфо,нообразная часть 11 камеры 10 работает как пружина, передавая вибрацкю на всю массу флюса, в связи с чем процесс образования газофлюсовой смеси становится более интенсивным.
Газофлюсовая смесь по-ступает через окна трубки 12 я отверстия наконечника 16 на поверхность свариваемых деталей, где происходит осаждение флюса из газа на хромках деталей 17.
Упор 15 ограничивает колебания газофлюсоотводящей трубки, вследствие этого получаются синусоидальные колебания € отсечкой, близкие к прямоугольным. Колебания такой формы не дояускают осаждения флюса на в.нутреЕние стенки трубки и исключают комкообразование в ней.
Дозирование флюса осуществляется регулировкой расхода газа.
Шнекообразные поверхности газофлюсоотводящих трубок при вибрации камеры обеспечивают дополнительное перемешивание, что дает дополнительный эффект - интенсифицирует процесс перемешивания флюса.
Устройство позволяет повысить качество сварных швов за счет более равномерного нанесения на свариваемые «рамки порошкообразного флюса.
Формула изобретения
1.Устройство для дозированной подачи порошкового флюса посредством газа, содержащее корпус, закрепленную на нем смесительную камеру с трубкой для выхода газофлюсовой смеси, механизм для предупреждения закупорки вышеупомянутой трубки, а также трубку для подачи газа в смесительную камеру, отличающееся тем, что, с целью повышения качества сварки путем равномерной подачи флюса, верхняя часть скесительной камеры выполнена в виде сильфона и снабжена дополнительными трубками для подачи газа, на входе которых установлен коллектор, закрепленный в нижней части корпуса, при этом механизм для предупреждения закупорки трубки выполнен в виде электромагнитного вибратора.
2.Устройство по п. 1, отличающееся тем, что наружные поверхности трубок для подачи газа в смесительную камеру выполнены шнекообразными.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 393055, кл. В 23 К 9/18, 1972.
2.Авторское свидетельство СССР № 339359, кл. В 23 К 9/18, 1970.
3.Раймонд Э. Д. и др. «Сварка высокопрочной стали с применением активирующих флюсов, «Сварочное производство № 6, 1973, с. 18, 19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1987 |
|
SU1547993A1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОФЛЮСОВОЙ СМЕСИ В РАСПЛАВ | 1998 |
|
RU2151811C1 |
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| СПОСОБ И УСТРОЙСТВО ОБРАБОТКИ ПОРОШКА ДЛЯ СВАРОЧНОГО АППАРАТА | 2008 |
|
RU2470753C2 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВАРКИ | 2012 |
|
RU2654361C2 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| ГАЗОГЕНЕРАТОР | 1980 |
|
SU1839957A1 |