многоступенчатого упора с роликом рычажного Механизма.
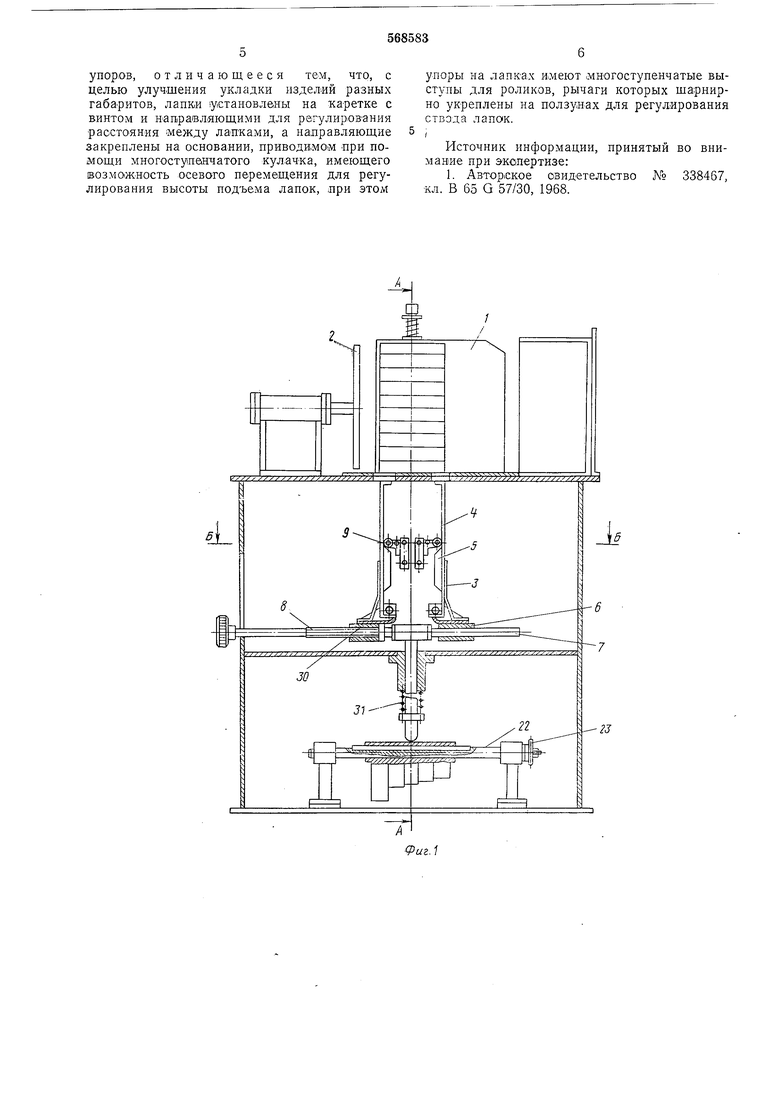
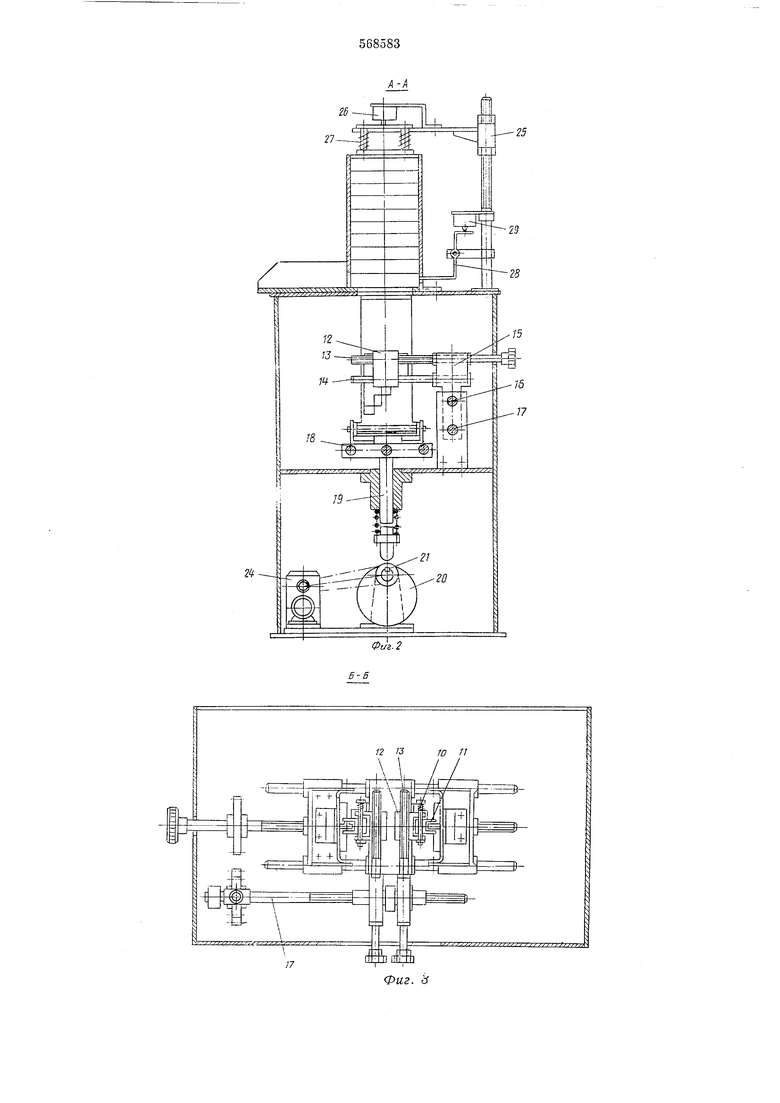
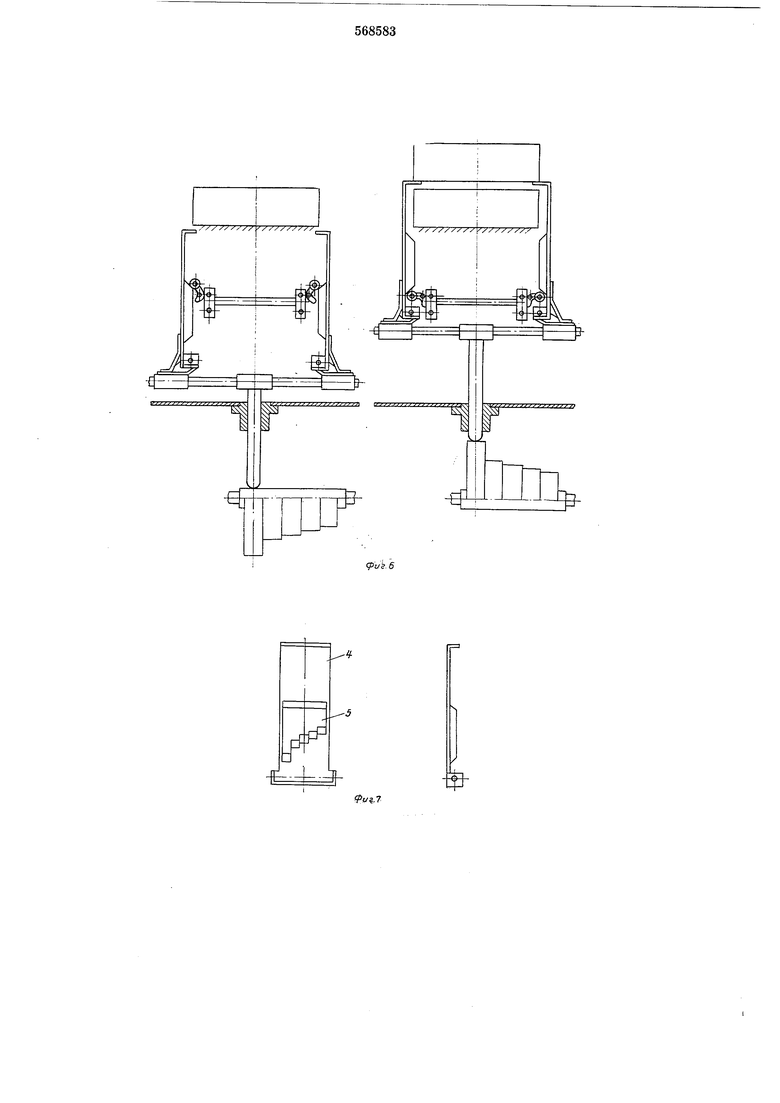
Устройство представляет собой замкнутую с трех сторон металлическую обойму /, з ннжней части одной из боковых стенок которой имеется отверстие для входа изделий, а в задней стенке сделаны вертикальные прорези для .прохода толкателя 2. Снизу, под обоймой, .расположен -механизм .подъема изделий, состоящий из двух подпружиненных плоскими пружинами 3 лапок 4 ic отводными многоступенчатыми упорами 5, шарнирно закреплен ых на подвижных каретках 6, которые ;огут неремещаться а противоположных направлениях ло направляющим 7 при вращ,ении винта 8. Ролики 9, закрепленные на подпружиненных пружинами 10 рычагах //, шарнирыо установленных на подвижных ползунах 12, ззаимодействуя с отводными упо.рами на лапках, обеспечивают раздвижку лапок при опускании и удерживают лапки на расстоянии от 1зделия. Ползуны 12, перемещаясь с помощью зинта 13, .передвигают ролик по отводному упору в положение, соответствующее настройке устройства по толщине изделия. Винт 13 л аправляющая 14 ползуна 12 закреплены в обоймах 15, которые, в свою очередь, передвигаются по направляющей 16 ири вращении винта 17 вслед за каретка|Ми 6. Винт 17 получает В ращение от винта 8 при настройке через накидную шестерлю. Нап:равляющие 7 л винт 8 кареток 6 за креплены на основании 18, которое жестко соединено со штоком 19. Основание через щток совершает возвратнопоступательное вертикальное движение от многоступенчатого кулачка 20, сид-ящего на скользящей Ш1понке 21 на валу 22, который вращается звездочкой 2с от механизма привода 24. Сверху над обоймой на резьбовой гтойке установлен кроиштейн 25, на котором закреплены микропареключатель 26, а также подпружиненная планка 27, благодаря чему обеспечивается стопирование изделий в стопу заданной высоты.
Настройка устройства на заданную высоту изделия производится выставлением под шток 19 заданной ступени кулачка 20, .при этом для .предотвращения повреждения изделий необходимо винтом 1,3 и ползуном 12 вы:тавить ролик 9 против соответствующей заданной .высоты изделия ступени отводного упора 5.
Настройка устройства на заданную длии.у изделия производится .перемещением кареток 6 с лап1ками 4 и упорами, и обой.м 15 с роликами 9 на ползунах 12 при помощи винта 8. Накидная шестерня в этом случае соединяет вал 8 и винт /7- Настройка высоты ;топы изделий .производится установкой планки 27 .на необходим.ую высоту.
Устройство имеет сменный комплект обойм 3 зависимости от габаритных размеров изде.тий.
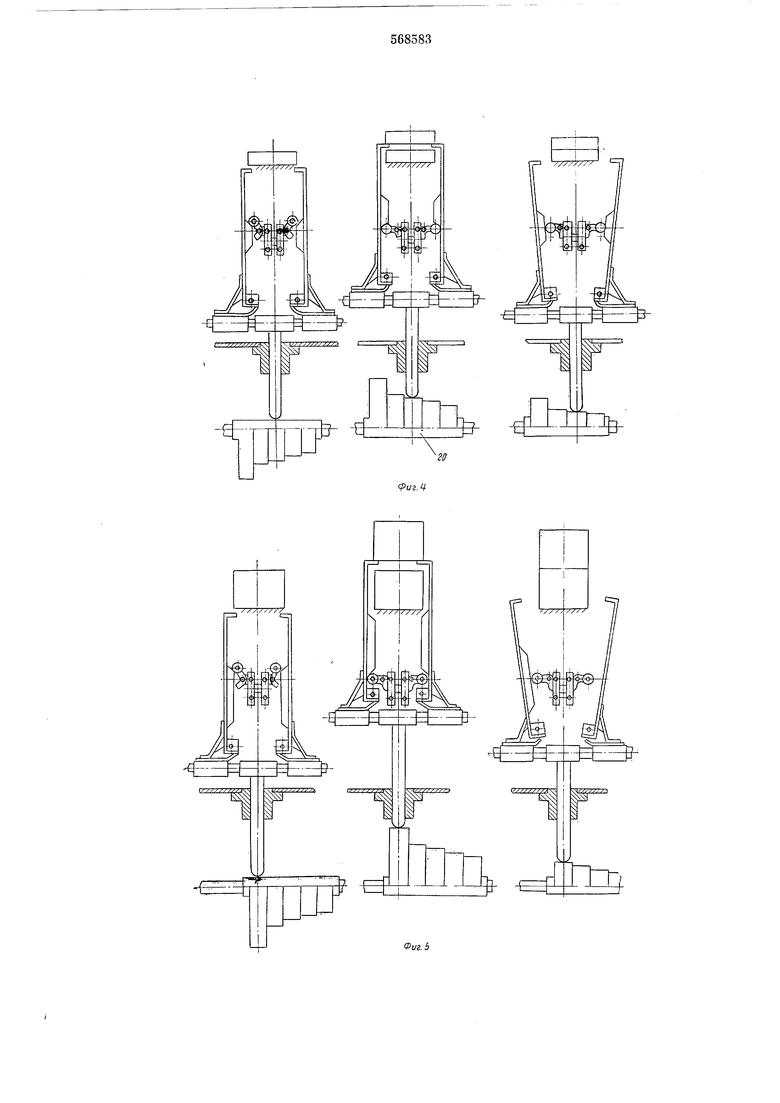
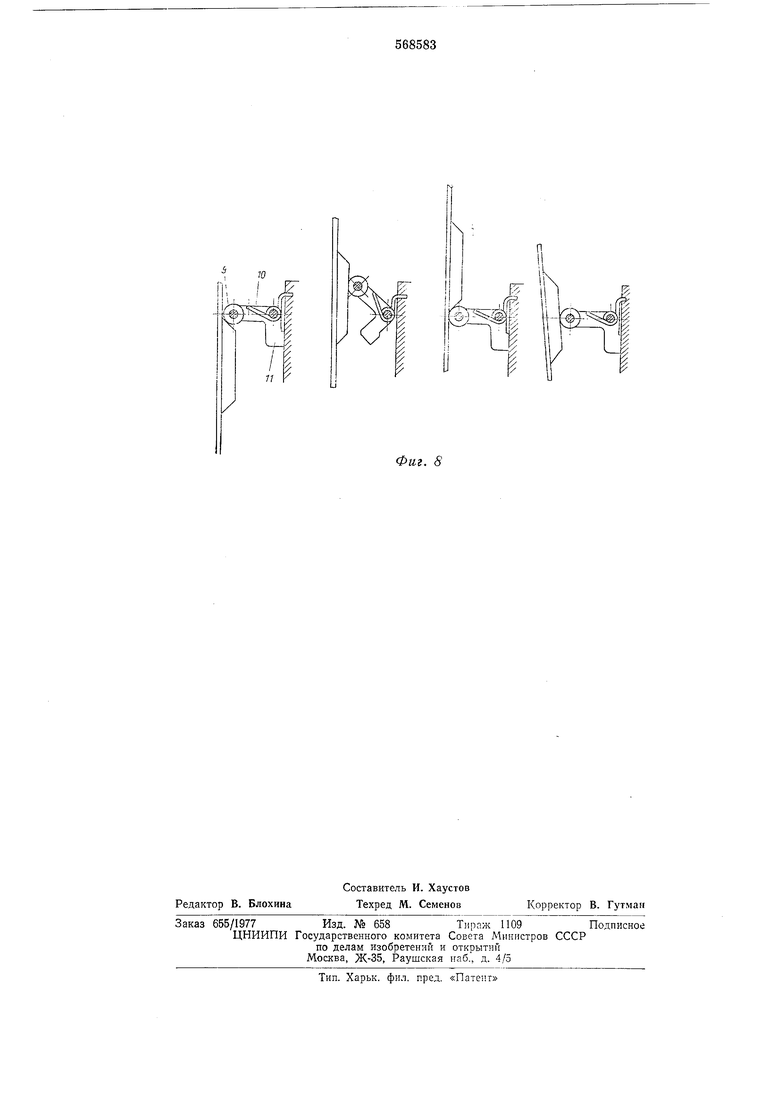
Устройство работает следующим образом. Изделия, сходящие с ленточно.го транспортера, проталкивают друг друга через прорезь в .передней боковой стенке обоймы до задней боковой стенки, где они отжимают поворотный рычаг 28, воздействующий на микропереключатель 29. При этом подается команда H;I механизм привода, приводящий во вращение многоступенчатый кулачок. Кулачо.к через шток поднимает лапки 4, закрепленные HI раздвижных каретках 6, которые, в свою очередь, поднимают находящиеся в обойме изделия на высоту несколько бо.льщую, чем максимально возможная высота изделия в данной партии. Поступающая ,в Обойму очередная партия изделий дает команду на опускание лапок. При опускании ла.пок закрепленные на них упоры 5 наталкиваются на ролики 9 рычагов //, лапки раздвигаются .и удерживаются на расстоянии от изделия. При этом .ранее поднятый ряд изделий опускается на нижний ря.д. Профиль упоров на лапках и расположение роликов с рычагами вып.олнено таким образом, что при подходе к нижнему положению упоры о.казываются ниж.е РОЛИКО.В и лапки под действием пружич возв;ращаются в исходное положение, а затем снова поднимаются уже два ряда изделий, а снизу в обойму подается очередное изделие. При движении вверх лапки, прижимаясь пружинами 3 и о.п.ираясь .на упоры скобы 30, не раскрываются, а закрепленные на них упоры 5, наталкиваясь .на ролики 9, пово.рачивают рычаги 11 вокруг осей. При подходе ла1пок к крайнему верхнему п.о.ложению упоры освобождают ролики и рычаги под действием пружин 10 возвр:ащаются в исходное положение, упираясь в ползун 12. Шток прижимается к кулачку возвратной пружиной 31. Таким образом происходит Haidop стопки, высота которой определяется настройкой :М1Икропереключателя 26. При наборе стопки заданной высоты подпружиненная планка 27 нажимает на микровыключатель, лапки опускаются, и подается команда на движение механизма толкателя вперед. Во время движения толкателя Л1апки стоят в нижнем положении. При возврате толкателя в исходное положение и подаче очередной парти.и изделий в обойму цикл повторяется.
Пспользование (предложеиного устройства позволит расширить техно.логические возможности .при стопировании плоских изделий различных по га.баритам, предотвратить повреждения изделий при стопировании и повысить производительность труда.
Формула изобретения
Устройство для штабелирования .плоских издел.ий, например аб.разивных кругов, содержащее .подъемно-опускное основание с подпруж.иненными лапками для изделий, и.меющими упоры и рычаги с роликами для
упоров, отличающееся тем, что, с целью улучшения укладки изделий разных габаритов, лайки установлены на каретке с винтом и направляющими для регулирования расстояния между лапками, а направляющие закреплены на основании, приводимом при помощи многостуиелчатого кулачка, имеющего возможность осевого перемещения для регулирования высоты подъема ланок, при этом
упоры на лапках имеют многоступенчатые выступы для роликов, рычаги которых щарнирно укреплены на ползунах для регулирования ствода лапок. /
Источник информации, принятый во внимание при экопертизе:
1. ABTOpiCKoe свидетельство № 338467, кл. В 65 G 57/30, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СТОПИРОВАНИЯ плоских ИЗДЕЛИЙ | 1972 |
|
SU338467A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU943004A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Устройство для поштучной выдачи изделий из стопы | 1976 |
|
SU740659A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
| Устройство для прессования | 1981 |
|
SU1065198A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
25
27
7
25
Фаг. Ь
Фиг.Ь
риг.6
-F-4-Фмг. 8
