ной на шпильке с возможностью осевого переыещения шайбой, однйм торцом взаимо действующей с торном 1шл:ыг.а , а Т1ротиво- положкым - с металлом, при этом узел крепления пресс-шайбы на пресс штемпеле выполнен в виде байонетного затвора.
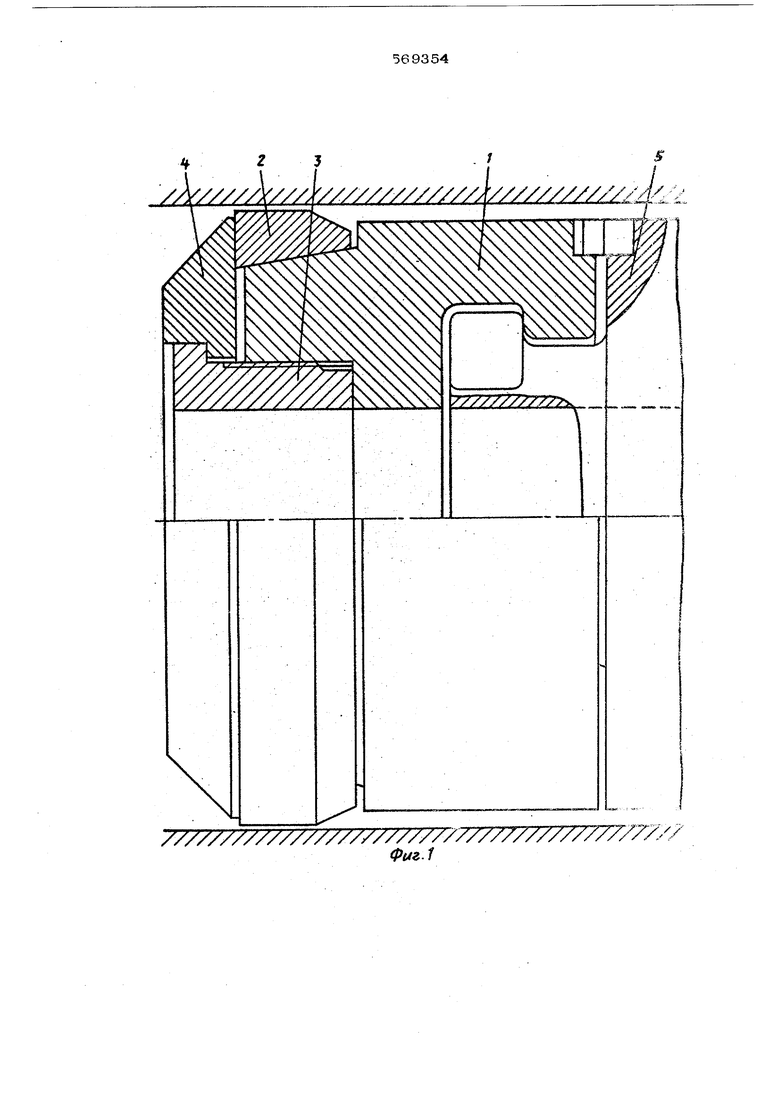
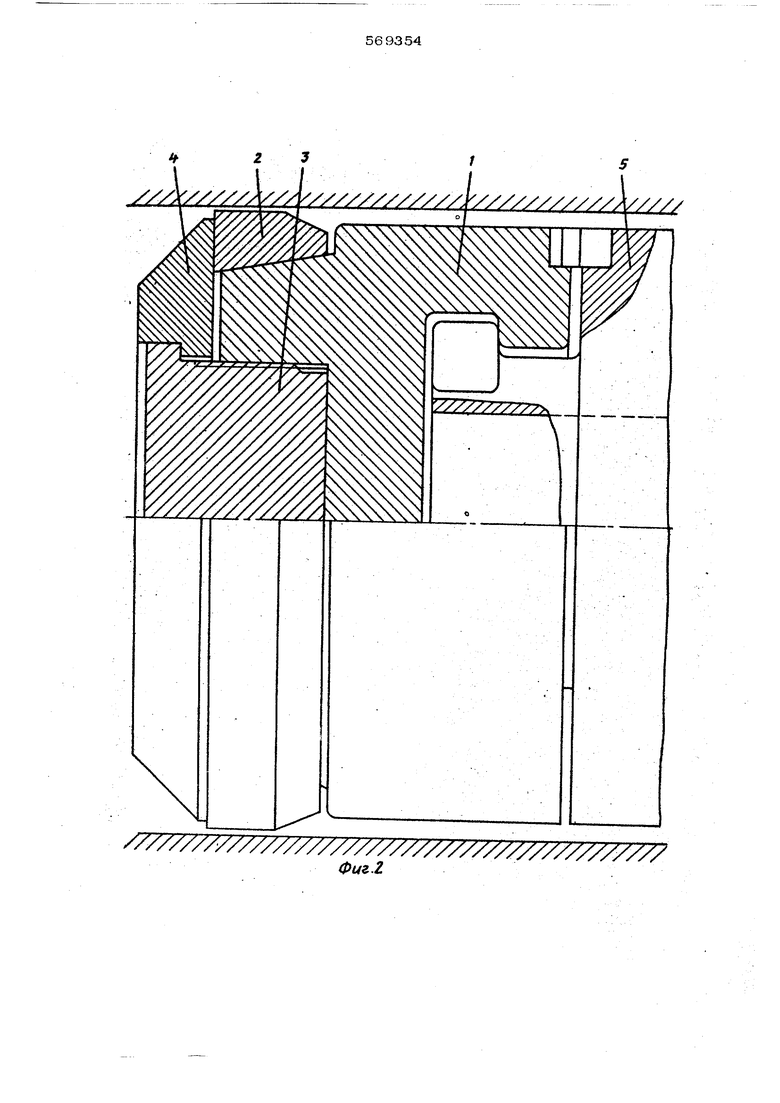
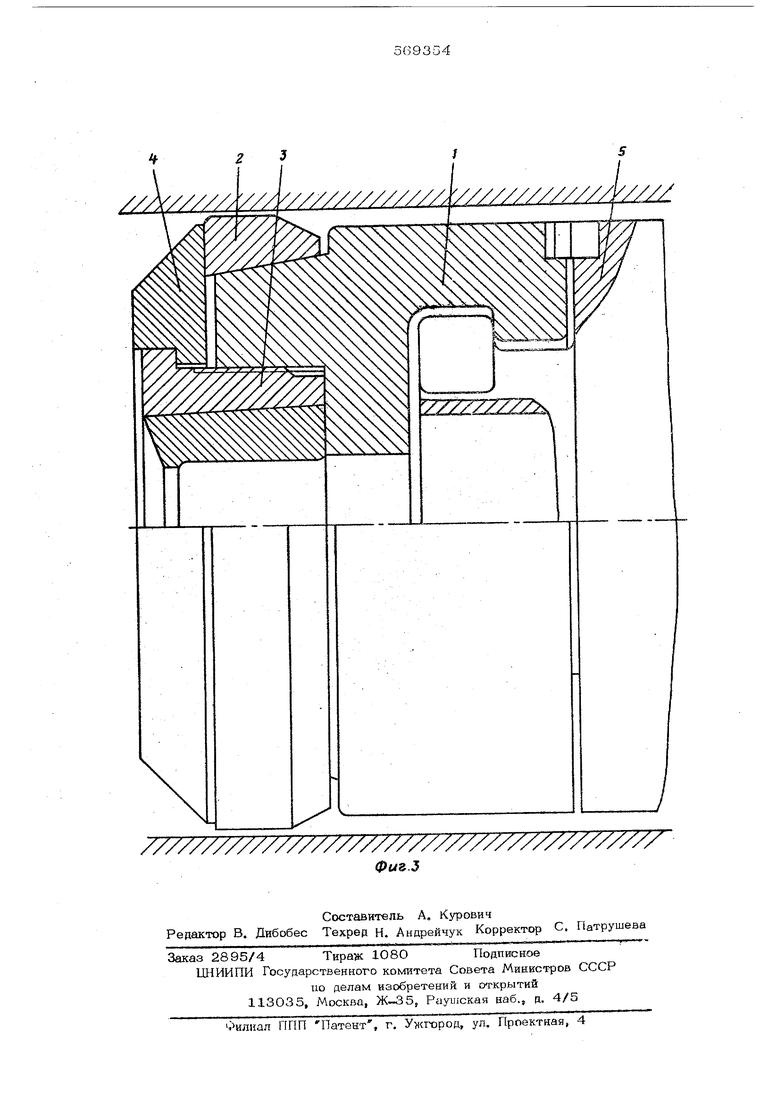
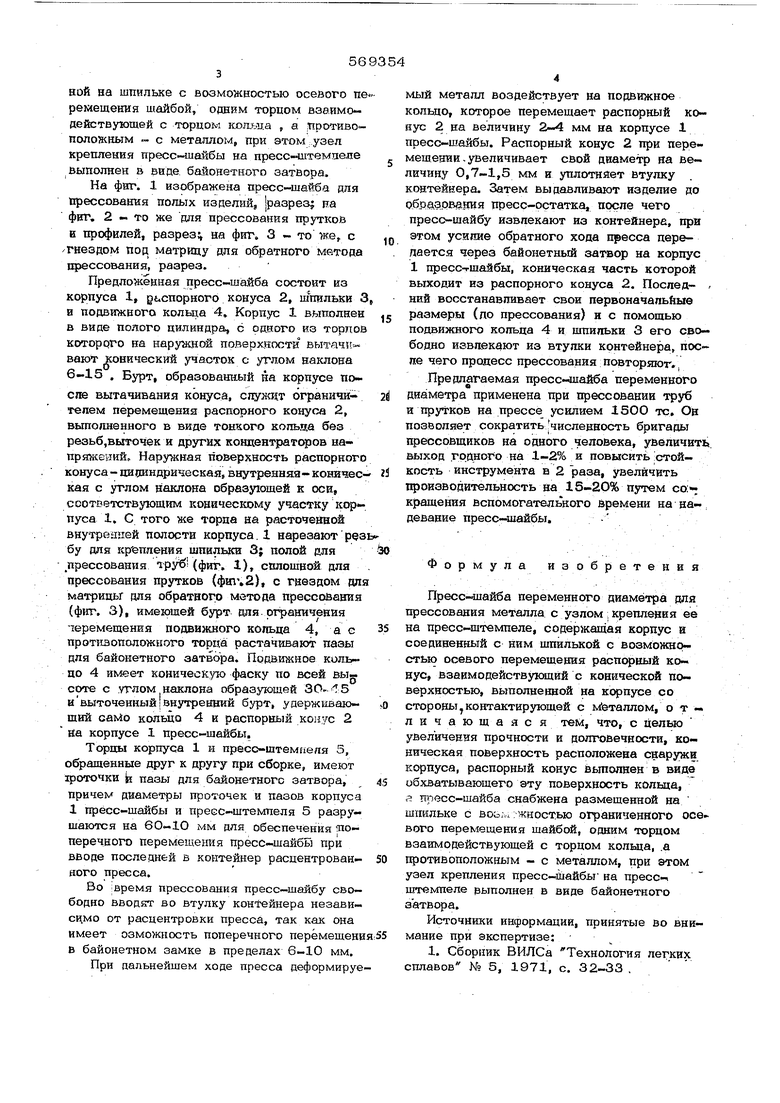
На фиг. 1 изображена пресс-шайба для Прессования полых изделий, разрезу на фиг, 2 - то же для прессования прутков и профилей, разрез:, на фиг. 3 то же, с -гнездом под матрицу для обратного метода прессования, разрез.
Предложенная пресс-шайба состоит из корпуса 1, g4.cnopHoro конуса 2, шпильки 3 и подвижного колыца 4, Корпус 1 выполнен в виде полого цилиндра, с одного из торлов которого на наружной поверхности вытач1 « вают конический участок с углом наклона 6-15 , Бурт, образованный на корпусе по
вытачивания конуса, спуждт ограничитепем перемещения распорного конуса 2, выполненного в виде тонкого копьда без резьб,выточек и других кондентраторов напрягасений. Наружная поверхность распорного конуса - цидандригеская, внутренняя - конйчес- кая с углом наклона образзпошей к оси, соответствующим коническому участку корпуса 1. С того же торпа аа расточенной внутреакей полоста корпуса. 1 нарезают бу для крепления шпильки 3; полой для
прессования тру (фиг. 1) сплошной для прессования прутков (), с гнездом для матрицы для обратвогр метода прессования {фиг. 3), имеющей бурт для ртраничевия перемещения подвижного кольца 4, а с противоположного торца растачивают пазы для байонетного затвора. Подвижное кольцо 4 имеет коническую фаску по всей вы соте с .УГЛОМ наклона образующей ивыточенныйвнутренний бурт, удерживаюший само кольцо 4 и распорный конус 2 на корпусе 1 пресс-шайбы.
Торцы корпуса 1 и пресс-штемпеля 5, обращенные друг к другу при сборке, имеют зроточки b пазы для байонетного затвора, причем диаметры проточек и пазов корпуса 1 пресс-шайбы и преес-штемпеля 5 разрушаются на 60-1О мм для обеспечения по- перечного перемешения пресс-шайбы при вводе последней в контейнер расцентрованного пресса.
Во |Время прессования пресс-шайбу свободно вводят во втулку контейнера независимо от расцентровки пресса, так как она имеет озможность поперечного перёмешени в байонетном замке в пределах 6-10 мм. При дальнейшем ходе пресса деформируемый металл воздействует на подвижное кольцо, которое перемещает распорньШ ковус 2 на величину 2-4 мм на корпусе 1 пресс-шайбы. Распорный конус 2 при перемещении. увеличивает свой диаметр на величину 0,7-1,5 мм и уплотняет втулку контейнера. Затем выдавливают изделие до образования пресс-остатка, после чего пресс-шайбу извлекают из контейнера, при этом усилие обратного хода пресса передается через байонетный затвор на корпус 1 пресстшайбы, коническая часть которой выходит из распорного конуса 2. Послед- НИИ восстанавливает свои первоначаль&ые размеры (по прессования) и с помощью подвижного кольца 4 и щпипьки 3 его свободно извлекают из втулки контейнера, пос ие чего процесс прессования повторяют.,
Предлагаемая пресс-шайба переменного диаметра применена при прессовании труб и прутков на прессе усилием 15ОО тс. Он позволяет сократить Численность бригады прессовщиков на одного человека, увеличит выход гр.йного на 1-2% и повысить стойкость инструмента в 2 раза, увеличить производительность на 15-20% путем со кращения вспомогательного времени на надевание пресс-шайбы.Ф
обре
ормула из
тения
Пресс-щайба переменного диаметра для прессования металла с узлом. крепления ее на пресс-штемпеле, содержащая корпус и соединенный с ним шпилькой с возможностью осевого перемещения распорный конус, взаимодействукядйй с конической поверхностью, выполненной на со стороны ковигактирующей с ь еталлом, о т - ли чающаяся тем, что, с целью увеличения прочности и долговечности, коническая поверхность расположена снаружи корпуса, распорный конус вьшолнен в виде обхватывающего эту поверхность кольца, а пресс-шайба снабжена размещенной на шпильке с воодл/жностью о1раниченного осевого перемещения шайбой, одним торцом взаимодействующей с торцом кольца, .а противоположным - с металлом, при этом узел крепления пресс-йайбы на пресс-ч штемпеле рыполнен в виде байонетного затвора.
Источники информации, принятые во внимание при экспертизе:
1. Сборник ВИЛСа Технология легких сплавов № 5, 1971, с. 32-33 .
/////////////////////////777/7777/77777777/7
Фиг.1
//////////////////////////////////////////////
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный узел для обратного прессования металла | 1980 |
|
SU927357A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| Инструмент для прессования | 1988 |
|
SU1683835A1 |
| Инструмент для обратного прессования изделий | 1982 |
|
SU1159673A1 |
| Пресс для прессования электродов | 2023 |
|
RU2820262C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРУТКОВОПРОФИЛЬНЫЙ ПРЕСС | 2003 |
|
RU2256520C1 |
| Матричный узел для обратного экструдирования | 1976 |
|
SU664705A1 |
| ПРЕСС ШТЕМПЕЛЬ ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219052C2 |
| Инструмент для прессования | 1986 |
|
SU1342555A1 |