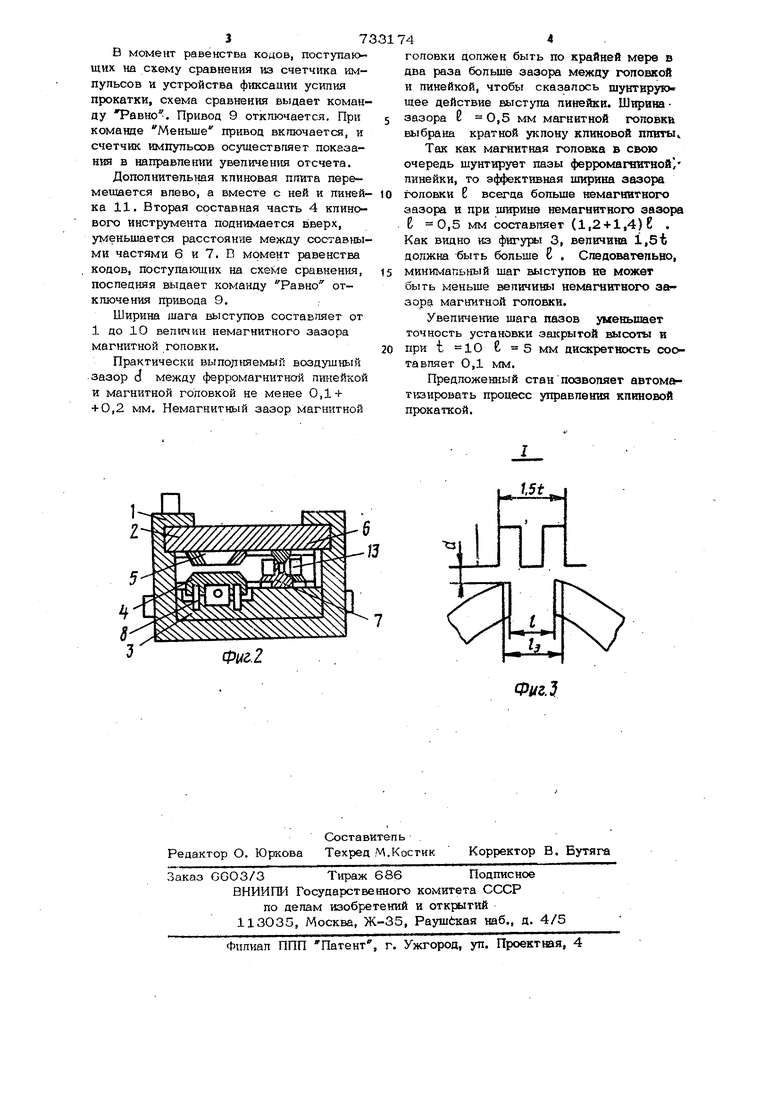
ч7 |1с.обретение относится к устройсгвам для обработки KteTariJTOB давлением, -которое может быть использовано при юготовлении деталей типа ступенчатых валов В осковном авт.св. № 569359 описан стан попереч{ю-кпиновой прокатки КОТО1ЫЙ снабжен двумя плашками, установпенными на соответствующих пиитах и тлеющими возможность перемецения в направлении, перпендикулярном направлен перемещения верхней пт1ты, а клиновой инструмент каждой плиты выполнен в вид двух растгоноженных последовательно по ходу прокатки клиньев с паралттельными продольными осями и противоположно направленными вершинами, при этом плашки paaMemeH в зоне оснований парных по ходу прокатки клиньев, причем одна из пганок подпружинена в направлении своей Егпиты, а нижняя плита закреплена в станине посредством штифтов, при этом в окнах станины установлены электронагреватели 1 j. Дпи осуществления перемещения дополнительной клиновой ппиты необходимо сравнить два параметра (усилие прокатки на первой составной части деформируюидего инструмента и положение дополнитепьгной кпиновой плиты), пропорционально разнице этих параметров с учетом ее знака произвести .перемещение дополнительной клиновой плиты в ту или иную сторону. Новое положение этой плиты необхоа)амо запомнить для сравнения параметров при прокатке следующей заготовки. Осуществление указанных действий операторо приводит к снижению производительности труда, а неизбежные источники в работе обусловливают снижение точности прока- . тываемых изделий. Цепью изобретения является повышение точности прокатываемых изделий. Цель достигается тем, что известный стан поперечно-клиновой прокатки снабжен датчиком линейных перемещений, жестко связаш ЫМ с дополнительной клиновой плитой, причем датчик линейных перемещений выполнен в виде магнитной головки и ферромагнитной линейки с поперечными пазами и выступами, размещенной с воздушным зазором по отношению к магнитной головке, причем попереч ные пазы в впадины расположены на ферромагнитной пинейке и выполнены с шагом, равным от 1 до 10 величины немагнцтного зазора магнитной головки. На фиг. 1 показан стан поперечно-кли 1ЮВОЙ прокатки, продольный разрез; на фиг. 2 - то же,поперечныи разрез; на 42 фиг. 3 - узел 1 на фиг, 1 (датчик линейных перемещений дополнительной клиновой плиты). Стан включает в себя установленную в станине 1 с возможностью возвратнопоступательного перемещения плиту 2 и плиту 3, закрепленную на станине 1. На плитах 2 и 3 смонтированы составные части 4-7 клинового инструмента. На плите 3 размещена дополнительная клиновая 8, имекщая привод перемещения 9. На дополнительной кгшновой плите 8 смонтирована вторая составная часть 4 клинового инструк ента. Она может перемещаться в направлении, перпендикулярном движению плиты 2 и дополнительной кпиновой плиты. Дополнительная клиновая плита посредством 10 жестко соединена с линейкой 11, выпол ненной из ферромагнитного материала и имеющей зубчатый профиль. На корпусе стана жестко закреплена магнитная головка 12, выполненная в виде катушки индуктивности с кольцевым ферромагнит- ным сердечником, имеющим немагнитный зазор В . Устройство работает следующим образом. Заготовка 13 прокатывается между первыми составными частями 6 и 7 клинового деформирующего инструмента при движении плиты 2. Дискретно фиксируют усилие прокатки и соответственно ему ка схему сравнения подают ход. В зависимости от положения линейки 11 возможны три ситуации: схема сравнения выдает команду или Больше, или Равно, или Меньше. При команде Равно отключаегтся привод 9 перемещен11я дополнительной клиновой плиты. При команде Больше привод 9 включается в направлении уменьшения отсчета. Дополнительная клиновая плита 8 и линейка 11 перемешаются вправо. Вторая составная часть 2 клинового деформирующего инструмента опускается, при этом расстояние между составными частями 6 и 7 клинового инструмента увеличивается. Выступы линейки 11 шунтируют немагнитный зазор магнитной головки 12, из-за чего увеличивается индуктивность. Изменение индуктивности преобразуется так, что на вход счетчика импульсов 14 поступают электрические импульсы, уменьшающие показания счетчика, каждый из которых возникает только Toraaj когда вдоль немагнитноо зазора магнитной головки осуществляется переход высгуп-паз ипи паз - выступ тшнейки. 7 В момент равенства коцов, поступающих на схему сравнения из счетчика импупьсов и устройства фиксации усилия прокатки, схема сравнения выдает коман ду Тавно. Привод 9 отключается. При команде Меньше привод включается, и счетчик импульсов осуществляет показания в направлении увеличения отсчета. Дополнительная клиновая плита перемешается влево, а вместе с ней и пиней ка 11. Вторая составная часть 4 клинового инструмента поднимается вверх, уменьшается расстояние между составны ми частями 6 и 7. В момент равенства кодов, поступающих на схеме сравнения, последняя выдает команду Равно отключения привода 9, Ширина шага выступов составляет от 1 до 1О величин немагнитного зазора магнитной гоповки. Практически выподгаемый воздушный зазор d между ферромагнитной линейкой и магнитной головкой не менее 0,1-f+ 0,2 мм. Немагнитный зазор магнитной 44 головки должен быть по крайней мере в два раза больше зазора между гоповкой и линейкой, чтобы сказалось шунтирукк щее действие выступа линейки. Шириназазора В О,5 мм магнитной гоповкй выбрана кратной уклону клиновой плиты. Так как магнитная головка в свою очередь шунтирует пазы ферромагнитной линейки, то аффективная ширина зазора головки Б всегда больше немагнитного зазора и при ширине немагнитного зазора С 0,5 мм составляет (1,2 + 1,4)8 . Как видно из фигур 3, величина i,5t должна быть больше 6 . Следоватепьно, мини {апьный шаг выступов не может быть меньше величины немагнитного зазора магнитной гоповки. Увеличение шага паЗов уменьшает точность установки зшсрытой высоты и при t 10 С. 5 мм дискретность соотавляет ОД мм. Предложенный стан позволяет автоматизировать процесс управления клиновой прокаткой.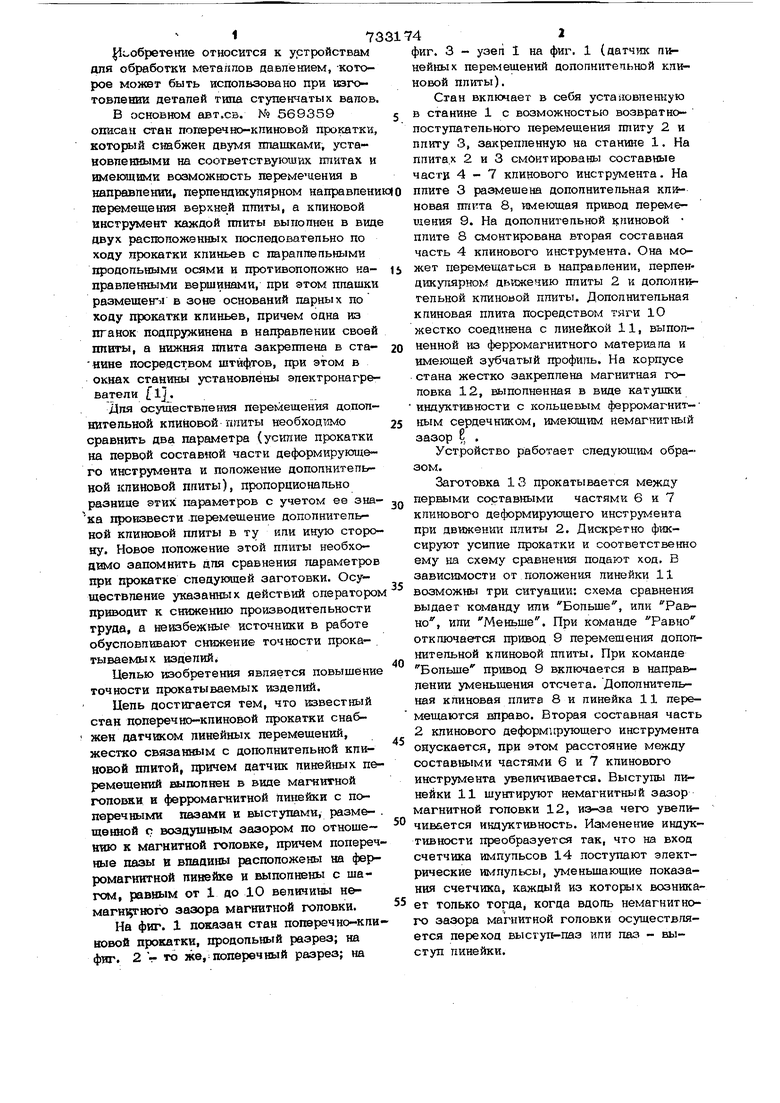
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан для поперечной прокатки | 1974 |
|
SU618170A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2115500C1 |
| Машина для формовки головок труб в холодном состоянии | 1977 |
|
SU663468A1 |
| Стан для поперечно-клиновой прокатки | 1978 |
|
SU978992A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1995 |
|
RU2106925C1 |
| Стан для поперечно-клиновой про-КАТКи | 1978 |
|
SU795670A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU814532A1 |
| Рабочая клеть стана холодной прокатки труб | 1982 |
|
SU1131569A1 |
| Рабочая клеть стана продольной прокатки | 1979 |
|
SU835539A1 |
1. СТАН ГОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ го авт. св. № 569359, отличающийся тем, что, с цепью повышения точности прокатки, он снабжен датчиком линейных перемещений, жестко связанным с дополнительной клиновой плитой. 2,Стан, отличающийся тем, что датчик линейных перемещений выполнен в виде магнитной головки и ферромагнитной линейки с поперечными пазами и выступами, размещенной с воздушным зазором по отношению к магнитной головке. 3.Стан, отличающийся тем, что поперечные пазы и выступы расположены на ферромагнитной линейке с шагом, равным от 1 до 10 величин S немагнитного зазооа магнитной головки. 7Г W //////////7// ///////УЛ 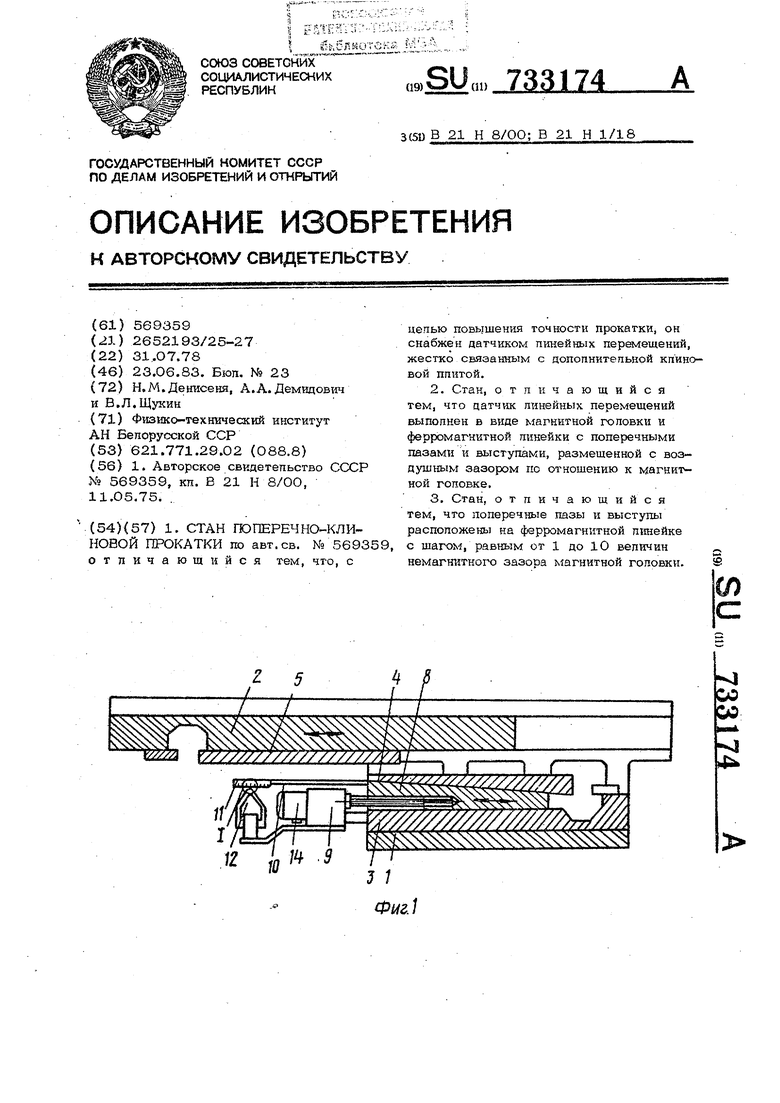
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU569359A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
