1
Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов.
Известен стан поперечно-клиновой прокатки, содержащий две плиты, установленные в станине с закрепленными на них инструментами, выполненными в виде клиньев, которые,внедряясь в заготовку вызывают ее вращение, при этом заготовка уменьшается в диаметре и увеличивается и длину, образуя требуемый профиль изделия.
Наиболее высокое качество изделий достигается на станах с плоскими инструментами , привод которых выполнен в виде гидроцилиндров l.
Однако, при прокатке без нагрева заготовок, требуются значительные усилия привода, что при гидравлическом .приводе снижает скорость прокатки и производительность процесса.
Наиболее близким по технической сущности к предлагаемому является стан поперечной клиновой прокатки, содержащий установленные в станине в горизонтальной плоскости верхнюю и нижнюю приводную плиты, с закрепленными на них клиновыми инструментами, и кривошипно-шатунный привод,
Указанный привод обеспечивает значительные усилия прокатки и высокую производительность 2.
-Недостаток известного стана заключается в значительных габаритах и металлоемкости, так как при длине инструмента, например 1000 мм, диаметр маховика кривошипа должен быть не менее 2000 мм.
Цель изобретения - уменьшение габаритов и металлоемкости стана.
Поставленная цель достигается тем, что стан поперечно-клиновой прокатки снабжен тормозным устройством, выполненным в виде закрепленной на верхней плите храповой линейки и собачки, закрепленной на станине и имеющей возможность взаимодействия с храповой линейкой.
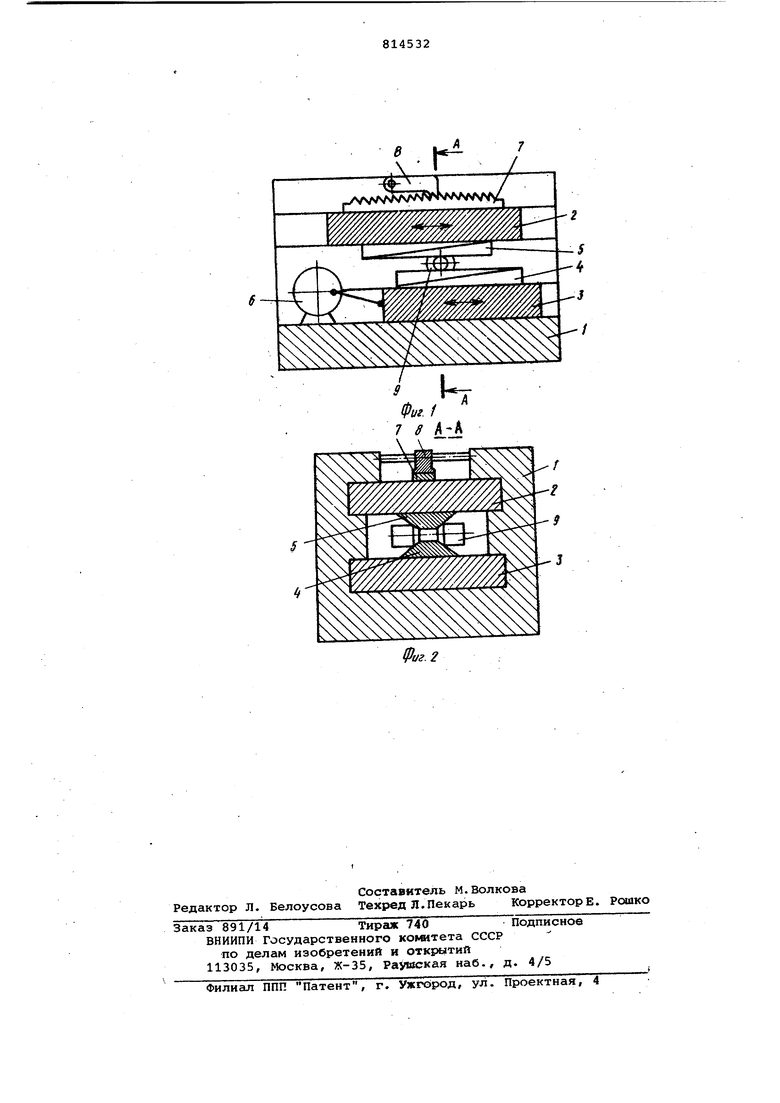
На фиг.1 изображен стан поперечноклиновой прокатки, продольный разрез; на фиг.2 - поперечный разрез А-А на фиг,1Стан включает станину 1 и установленные в ней в-горизонтальной плоскости верхнюю: неприводную плиту 2 и нижнюю приводную плиту 3. На плитах 2 и 3 закреплены клиновые инструменты 4 и 5. Привод 6 нижней плиты 3
выполнен в виде кривошипно-шатунного механизма. Верхняя плита 2 установле на в горизонтальных направляющих с возможностью возвратно-поступательных перемещений в направлении переме щений нижней плиты 3 и снабжена тормозным устройством одностороннего действия, выполненного в виде храповой рейки 7 исобачки 8. Работа стана осуществляется следующим образом. Заготовка 9 помещается между клиновыми инструментами 4 и 5. Включают кривошипно-шатунный привод 6 и нижнюю плиту 3 перемещают в направлении рабочего хода. При этом клиновые инструменты 4 и 5 внедряются в заготов ку 9 и, вращаясь, уменьшают ее в диа метре и увеличивают в длину, образуя темcaмым требуемый профиль изделия. При рабочем ходе нижней плиты 3 верх няя плита 2 через храповую рейку 7 упирается в собачку 8 и остается неподвижной . При обратном ходе нижней плиты 3 заготовка 9 не вращается и перемещает верхнюю плиту 2 в том же направлений. Собачка 8 при этом приподнимается над храповой рейкой 7 и свободно пропускает верхнюю плиту 2. При последующем рабочем ходе нижней плиты 3 верхняя плита 2 вновь стопорится храповой рейкой 7 и бачкой 8, и заготовка 9 прокатывается на определенную величину. Так за несколько рабочих ходов нижней плиты 3 окончательно деформируется заготов ка 9. Возврат верхней плиты в исходное положение может осуществляться, например пневмоцилиндром ( не показан ). При условии, что заготовка в пред лагаемом стане окончательно прокатывается за 10 рабочих ходов, диаметр маховика-кривошипа при длине инстру-, мента 100 мм должен быть не менее 200 мм. Таким образом длина стана составит приблизительно L 2x200+1000 1400 мм. В то же время длина известного стана .приблизительно 1 2x2000+1000 5000 мм. Таким образом, изобретение позволяет уменьшить длину стана в 3,6 раза и значительно уменьшить его металлоемкость. Формула изобретения Стан поперечно-клиновой прокатки, содержащий установленные в станине в горизонтальной плоскости верхнюю неприводную и нижнюю приводную плиты, с закрепленными на них клиновыми инструментами, и кривошипно-цзатунный привод, отличающийся тем, что, с целью уменьшения габаритов и металлоемкости стана, он снабжен тормозным устройством, выполненным в виде закрепленной на верхней плите храповой линейки и собачки, закрепленной на станине и имекицей возможность взаимодействия с храповой линейкой. Источники информации, принятые во внимание при экспертизе 1.Макушок Е.М. Поперечно-клиновая прокатка. Минск, Наука и техника, 1974, с.3-6. 2.Авторское свидетельство СССР К 462646, кл. В 21 Н 9/02, 21.07.72 (прототип).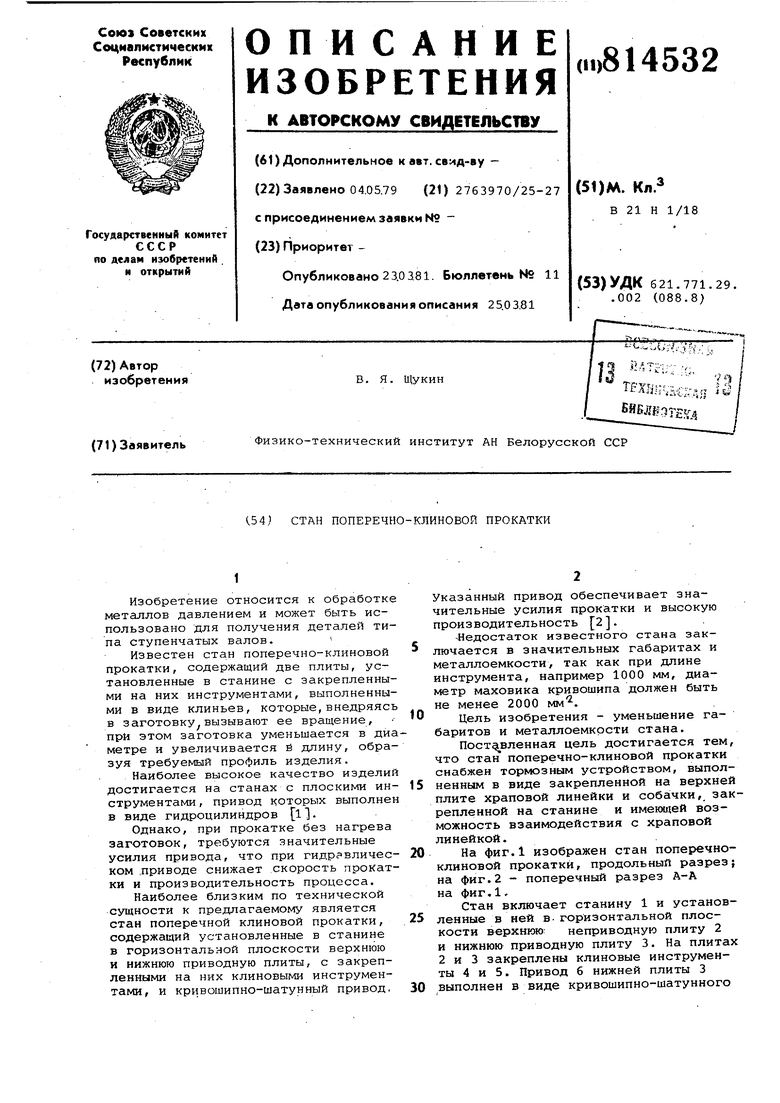
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Стан для поперечно-клиновой прокатки | 1982 |
|
SU1031604A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU727288A1 |
| Стан поперечно-клиновой прокатки | 1978 |
|
SU733174A2 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| Устройство для поперечно-клиновой прокатки | 1979 |
|
SU867494A1 |
| Автоматическая линия для изготовления изделий поперечно-клиновой прокаткой | 1979 |
|
SU1039626A1 |
| Стан поперечно-клиновой прокатки | 1979 |
|
SU804143A1 |