(54) ПРЕСС-ФОРМА ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА
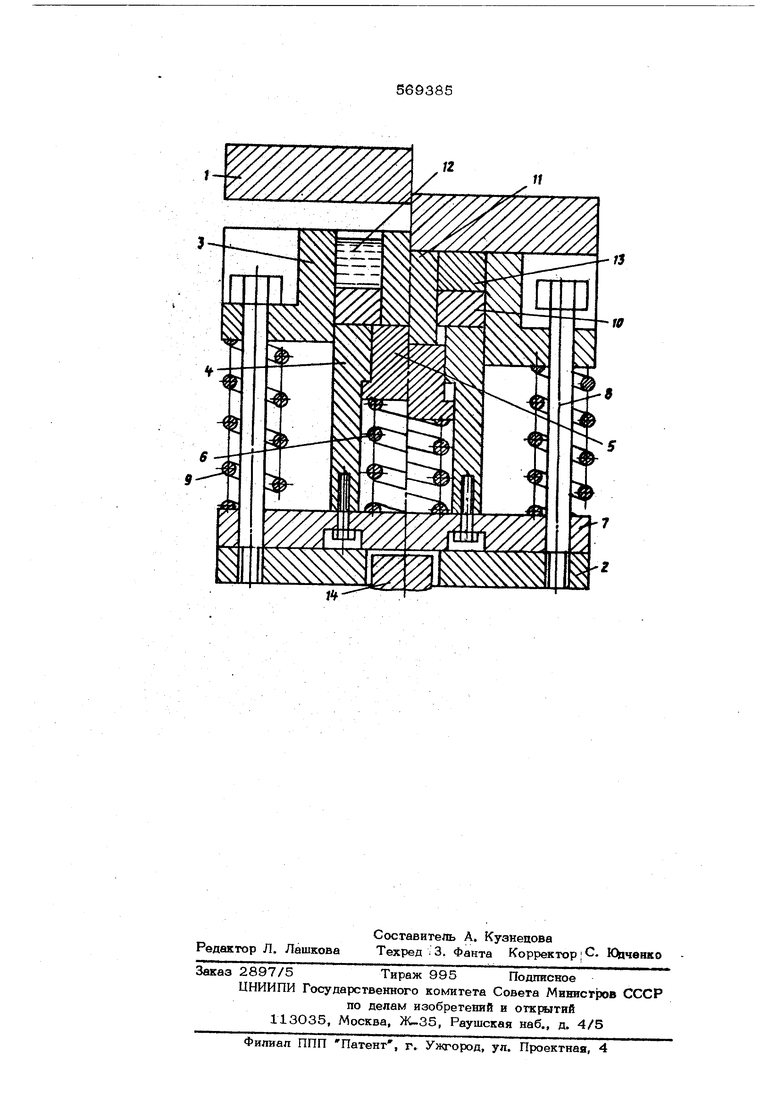
Мешена формообраэуктаая часгь 11 стержня 5.
Пресс форма ребогвепг сделрвхоим обрезом
После нанесения рвэпелнтельного слоя на внутреннюю полость ар&сс формы залнв ют металл, при этом уровень металла оставляют ниже торца фО|яиоо6ра юшей частя 11 н включают пресс не эакрытне.
Пря опускания верхнего {стола пресса опорная плита 1 опускается на в. торец магрялы 3 и образует aaMSHyty полость. При дальнейшем oiqrcxaHBH опорной плиты 1 оронсходит сжатие пружвн 9, опускание м&Т1жпьг 3 0 стержня 5. Последний сжимает пружину в н на эатвердеваюшвй: металл 12 создается давление. После затвердевания ме талла под давле1шем пресс на рею«крытве, при которси опорная плита 1 отделяется от верхнего тораа (латриш 3 и отливки 13. Для извлечения отливки-13 из матряо 3 вклкяают выталкиватель 14 пресса, которым нажимают на опорную шш1у 7, а черва нее на вкладыш 4. Вкладьтш ниталкнвает ва пресс-формы отливку 13.
Выполнение подвижной повышает срок службы пресс и)юрмы, так как при свободной эалявке металла в Матриоу расплав не проникает в зазоры между подвижными частями из-за их малой величины, а к соэдатя давления над зазорами образует ся корка, которая препятствует впрессовыванию расплава в задоры.;
Установка вкладыша на опорной плите позволяет быстро извлекать отливку нз матрицы.
Так как давление на металл передается опорной плитой, разделительный слой на формообразукяаей части стержня не снимается, что создает благоприятные условия для штамповки отливок из высокотемпературных сплавов.
Формула изобретения
Пресс-форма для штамповки из жидкого металла отливок со сквозными отверсти ми, содержащая верхнюю и нижнюю опорные ШШ1Ы, мат1В1цу, установленную на нижней , опорной плите, и подпружиненный стержень рформляМций сквозное oTBeivTHe, от л н- чающаяся тем, 1что, с целью расширения номенклатуры отливок И увеличения срока пресс-формы, мат1жца уст ювпеяа с возможностью вергакальиого пере, мещёвня и снабжена установленным на опор. ноЙ плите вкладышем со сквозным отверстием оформляющим дно отливки, а. подпружиненный стержень размешен в отверстии вкладыша.
Источники информации, иригнятые во внимание при экспертизе:
1. Пляцкий В. М. Штамповка из жидко го Металла. Машиностроение, М.-Л., 1964 с|2О1, .