(54) ПРЕСС-ФОРМА ДЛЯ ЖИДКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ОТЛИВОК
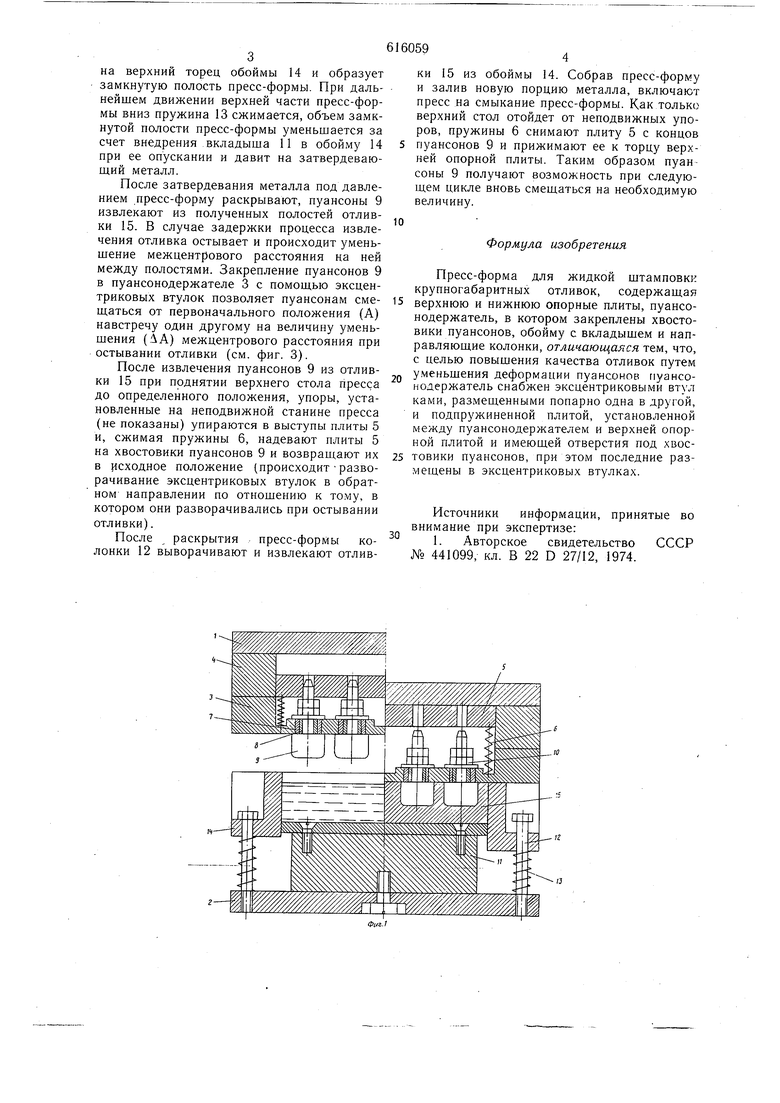
на верхний торец обоймы 14 и образует замкнутую полость пресс-формы. При дальнейшем движении верхней части пресс-формы вниз пружина 13 сжимается, объем замкнутой полости пресс-формы уменьшается за счет внедрения .вкладыша 11 в обойму 14 при ее опускании и давит на затвердевающий металл.
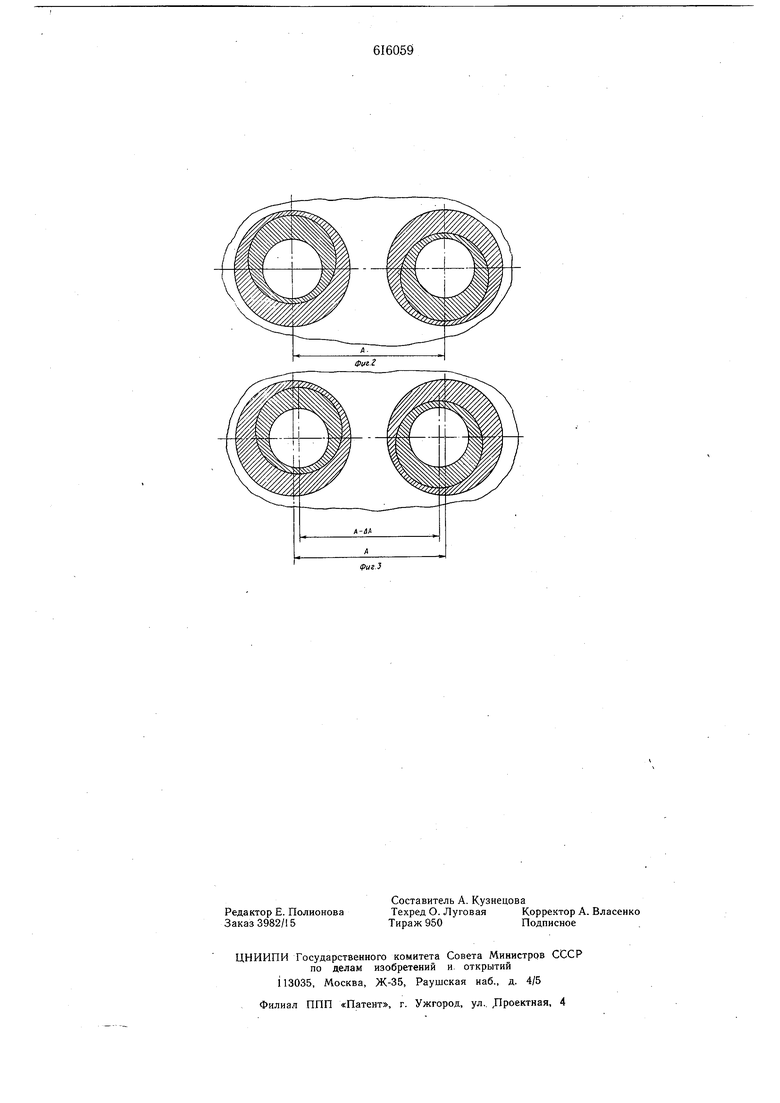
После затвердевания металла под давлением пресс-форму раскрывают, пуансоны 9 извлекают из полученных полостей отливки 15. В случае задержки процесса извлечения отливка остывает и происходит уменьшение межцентрового расстояния на ней между полостями. Закрепление пуансонов 9 в пуансонодержателе 3 с помош,ью эксцентриковых втулок позволяет пуансонам смешаться от первоначального положения (А) навстречу один другому на величину уменьшения (АА) межцентрового расстояния при остывании отливки (см. фиг. 3).
После извлечения пуансонов 9 из отливки 15 при поднятии верхнего стола пресса до определенного положения, упоры, установленные на неподвижной станине пресса (не показаны) упираются в выступы плиты 5 и, сжимая пружины 6, надевают плиты 5 на хвостовики пуансонов 9 и возврашают их в исходное положение (происходит-разворачивание эксцентриковых втулок в обратном направлении по отношению к то.му, в котором они разворачивались при остывании отливки).
После раскрытия пресс-формы колонки 12 выворачивают и извлекают отливки 15 из обоймы 14. Собрав пресс-форму и залив новую порцию металла, включают пресс на смыкание пресс-формы. Как только верхний стол отойдет от неподвижных упоров, пружины 6 снимают плиту 5 с концов пуансонов 9 и прижимают ее к торцу верхней опорной плиты. Таким образом пуан соны 9 получают возможность при следуюшем цикле вновь смешаться на необходимую величину.
Формула изобретения
Пресс-форма для жидкой штамповки крупногабаритных отливок, содержашая
верхнюю и нижнюю опорные плиты, пуансонодержатель, в котором закреплены хвостовики пуансонов, обойму с вкладышем и направляющие колонки, отличающаяся тем, что, с целью повышения качества отливок путем
уменьшения деформации пуансонов пуансоиодержатель снабжен эксцентриковыми втул ками, размещенными попарно одна в другой, и подпружиненной плитой, установленной между пуансонодержателем и верхней опорной плитой и имеющей отверстия под хвостовики пуансонов, при этом последние размещены в эксцентриковых втулках.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 441099, кл. В 22 D 27/12, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для жидкой штамповки крупногабаритных отливок | 1981 |
|
SU954169A1 |
| Устройство для штамповки жидкого металла | 1984 |
|
SU1247157A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Пресс-форма для штамповки из жидкого металла | 1975 |
|
SU569385A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Прессформа для штамповки из жидкого металла | 1975 |
|
SU548372A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Штамп для штамповки из жидкого металла | 1980 |
|
SU973231A1 |
| Устройство для литья с кристаллизацией под давлением | 1972 |
|
SU440212A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |