Изобретение отнОСится к литейному производству, в частности к производству отливок, преимущественл-о мелких, штамповкой из жидкого металла.
Известен штамп для штамповки из жидкого металла отливо к со сквозными отверстиями, содержащий верхнюю и нижнюю опорные плиты, матрицу, подоружиненный стержень, установленный в матрице, нуансон и съемник. При опускании пуансона съемник о.бразует с матрицей замкнутую полССть и уплотняет металл, пуансон опускаясь дальше, прошивает отдивку, при этом стержень опускается вниз, сжимая пружину. Отливка при возврате пуансона снимается с него съемником 1.
Однако при использовании такого штампа для производства партии мелких отливок последние имеют низкое качество, (рыхлоты, порлстость), так как давление ла вьшрессовываемую часть металла не создается. Кроме того, при производстве мелких плоских деталей необходимо обеспечить размерную точность их по высоте, а известный штамп не позволяет это достигнуть.
Целью изобретения является повышение качества отливок и обеспечение размерной точюсти их по высоте.
Иоставлеяная чель достигается тем, что предлагаемый штамп снабжен дополнитель ;ой плитой, установленной под матрицей и
связанной с ней тягами, при этом стержень закреплен на этой плите, а также клиновым механизмом в виде нижнего и верхнего клиньев, установленным под дополнительной плитой, при этом дспол.ш-1тельная плита установлена с возможностью пере лещения в вертикальном .направлении и подпружинена относительно верхнего .
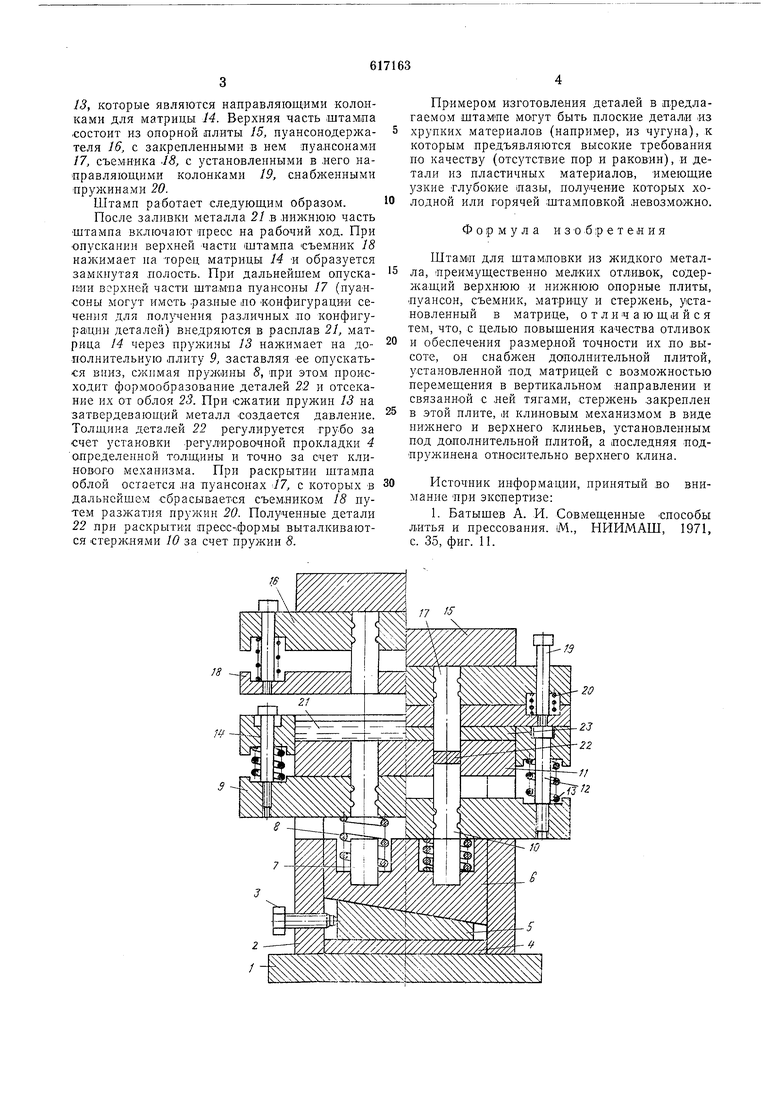
Иа чертеже нредставлен предлагаемый штамп для штамповки из жидкого металла партии мелких отливок, разрез.
Штамп содержит верхнюю и .нижнюю части. Нижняя часть состоит из пустотелой опоры, образованной плитой 1 и боковыми брусь.чми 2, в О.ДНОМ из которых установлен регулировочный винт -5. Во внутреннюю часть опоры установлен клиновой механизм, состоЯН1ИЙ из регулировочной прокладки 4, нижнего клина 5, подвижного в гор1 зонтальной плоскости, и верхнего клина 6, подвижного в вертикальной плоскости, ненодвиж.ных упоров 7 с пружинами 8, установленных в выточках верхнего клина. В ирорезях .брусьев 2 на пружины 8 установлена дополнительная плита 9 с закрепленными в ней сте)жнями 10. Плита 9 в исходном 1положении поджата пружинами 8 к вклады:шу 11, установленному на верхние торцы боковых брусьев п образующему дно матр1щы. В резьбовые отверстия .плиты 9 ввернуты винты 12, Снабжен):ые пружи.нами
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
| Штамп для изготовления лент с гофрами,имеющими непрямолинейную ось | 1979 |
|
SU858976A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Упор для вырубному штампу | 1977 |
|
SU710734A1 |
