(54) ГИДРАВЛИЧЕСКИЙ ПРЕСХ:
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| Гидравлический пресс | 1978 |
|
SU774963A1 |
| Гидравлический пресс | 1974 |
|
SU555028A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ГИДРАВЛИЧЕСКИЙ ШТАМПОВОЧНЫЙ ПРЕСС | 1972 |
|
SU356165A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |

I
Иэобретенве оттэснтся к обоастн обра ботки металлов давлением и прешшанадано для гноравлическжс вреосов, спужвтязс. oral проязвооства ает&лей чяюй стахая.
И зесген гя фавянческвпЯ пресс, соаер жашяй станяиу, состоящую яз «епогшвжной я подвижной рам с ваанкшбтмугешеЕовыми в нх окна, поперечянакл, вврхняй я рабочяй цялкндры, помеш1 п&(« межоу поперечинамя разноямеш&ос рам, стоп, установленный на нижней поперечине аепоЯЕЯжной рамы, и прессштемпе, смонтированный и$ поперечине подвижной рамы 1} .,
Однако у данногон{|ёсса невоэиюжно выполнение ползуна по длянге больше штампового пространства, что Н1ягзоякт к увеличению разностеяностя получаемых деталей и повышеному расходу металла.
В предлагаемом прессе эти недостатки устранены за счет того, что пресс снабжен размешенными между верхней поперечиной подвижной раклы и столом дополнительным подпрессовочным ползуном с вмонтнрова ;ной внутри I него сферической втулкой, ох ватывающей прессштемпель, и фикснрукяцви.
ми клиньями, установленными между подвижными псэтеречннами и перемычками окон неподвижной рамы, а плунжер верхнего цилиндра выполнен поршневым, на свободном штоке которого размешен регулируемый упор.
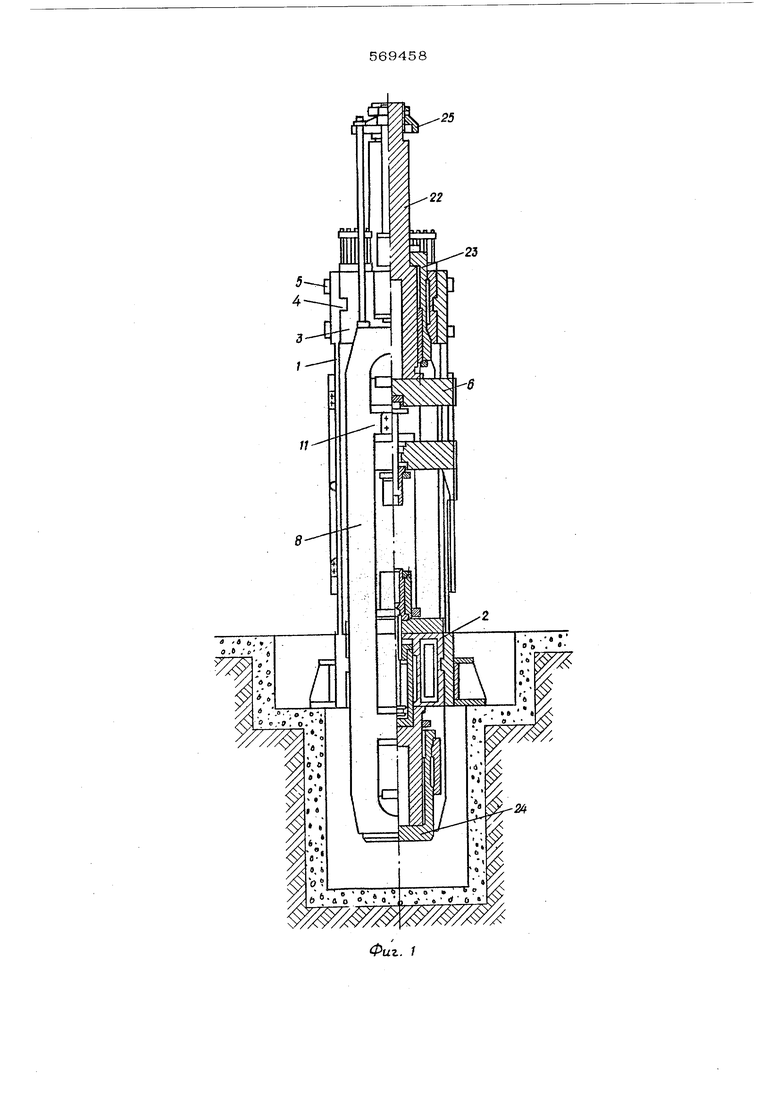
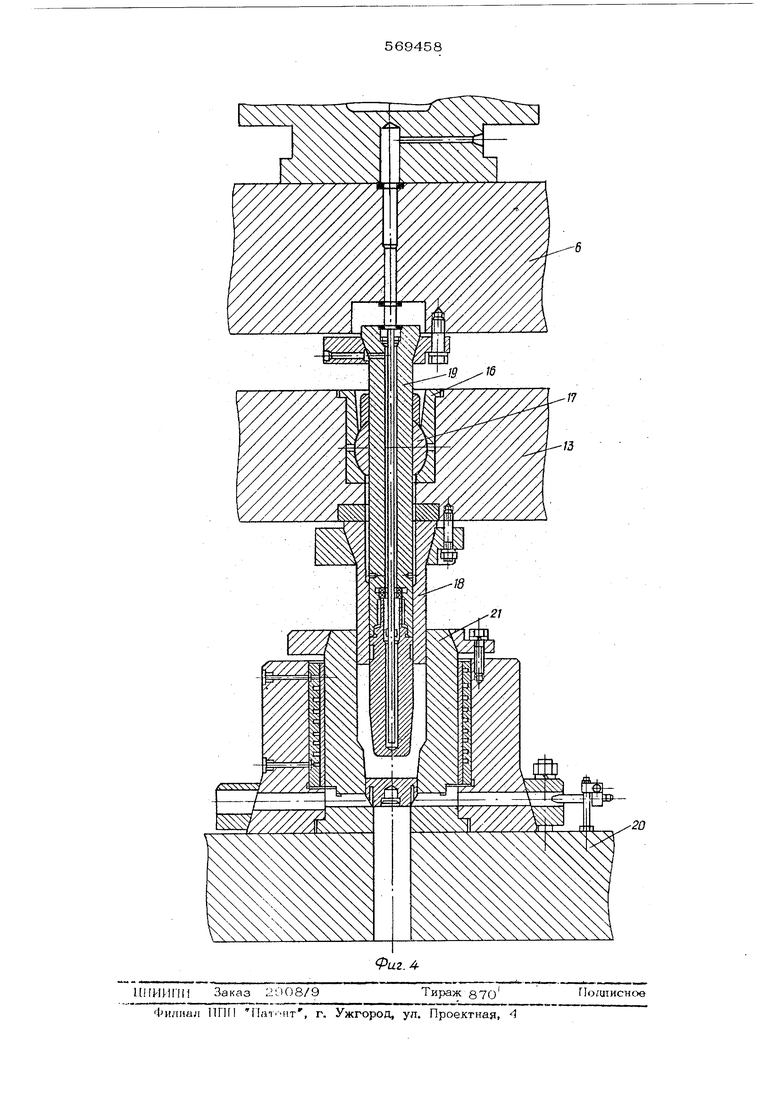
На фиг. 1 изображен пресс вид сбоку; на фиг. 2 - пресс, фронтальный внд; на фиг. 3 о соединение поперечины с плоскими рамами; на фиг. 4 - инструмент пресса.
Пресс состоит из станины, клполненной в виде плоских рам 1 (см. фиг. l) прямо угольной или овальной формы (плоская ра ма также может быть выполнена скрепленной по контуру высокопрочной, предварительно напряженной лентой), симметрично рао положенных относительно главной оси пресса. Меткду боковыми поверхностями ригелей помешены приставки 2 и 3 с образованными на них шпоночными соединениями 4. Ригели плоских рам 1 стянуты совместно с приставками 2 и 3 шпильками 5, образуя жесткую пространственную раму-стан, ну пресса.
Внутри станины помещена подвижная рама {основной ползун), составленная из веросней подвижной поперечины 6 (см. фиг.2 нижней 7 и двух плоских рам 8. Жесткое соединение поперечин с плоскими рамами осуществляется посредством фикснругощих клиньев 9 (см. фиг. З), помешенных между промежуточным клином 10 и перемычкой
11плоской рамы 8 (см. фиг. З).
Между верхней поперечиной 6 и столом
12(см. фиг. 2) помешен подпрессовочный ползун 13, перемещакядийся по направляю щим 14 станины пресса от рабочих цилин ьров 15.В подпрессовочный ползун ,13 вмонтирована втулка 16 (состошцая из двух половин) (см. фиг.4), на внутренней поверхностиг оторойобразована сфера в
виде шаровой поверхности. Втулка 16 охватывает сферическую втулку 17. На подпрессовочном ползуне 13 установлен пусто телый внеигаий прессшт,емпель 18, формирукший торец изделия. На поперечине 6 смонтирован прессштемпель 19, проходящий сквозь поперечину 13 и центрируюшийся дополнительно в охватывающей его втулке 17. На столе 2О установлен штамп 21. С подвижной поперечиной 6 (см. фиг. 1) жестко соеЪшен плунжер 22 верхнего рабочего цилиндра 23. Нижний рабочий цилиндр 4 вмонтирован в подвижную поп© речину 7.
Плунжер 22 вьшолнен ступенчатым и на своем хвостовике имеет регулируемый упор 25,
Пресс работает следующим образом.
В исходном полсикенни подвижная рама С подпрессовочным ползуном находится в верхнем положении, .торцы прессштмпёля совмещены. Заготовка загружается в шамя 21,
Под воздействием давления жидкости, подаваемой в рабочие цилиндры 15, 23, 24, 26, подпрессовочный ползун и юдвиж- най рама одновременно перемещаются вниз и осуществляется операция подпрессовки изделия.
При подаче повышенного давления рабочей жидкс сти в цилиндры 2S и 24 прессштемпель 19 прошивает заготовку и под действием давления металла на торец внеш« него прессртеглпеля 18 подпрессовочный
ползун 13 перемешается вверх, образуя доталь в форме стакана.
После получения готовой детали упор 25 соприкасается с внеишей плоскостью дна рабочего цилиндра 23, при этом выдерживается в размер толщина дна штампуемой детали. Затем давление в рабочих цилин. pax 15, 23, 24, 26 сбрасывается и подачей рабочей жидкости в штокои 1е полости цилиндров 15 и 26 подвижная рама и цодпрессовочный ползун перемещаются вверх
В цилиндр 27 подается давление жидкоотй, шток перемещается вверх, своим наконе НИКОМ выталкивает отштампованную загото ку в механизм выгрузки. Далее деталь выгружается из штампового пространства пресса,
Создание гидравлического пресса по пред лагаемой конструктивной схеме пoзвoлитf прессовать деталь типа стакан с повышен-i ной точностью.
Формула изобретения
Гидравлический пресс, содержащий станину, состоящую из неподвижной и подвижной рам с помещенными в их окна поперечинами, верхний и рабочий цилиндры, расположенные между поперечинами разноименных рам, стол установленный на нижней поперечине йеподвижной рамы, и прессштемпель, смонтированный на верхней поперечине подвижной рамы, о т л и ч а ю ш и и с я тем, что, с целью повышения технико-экономических показателей пресса, он снабжен размещенными меж fry веркней поперечиной подвижной рамы и столом дополнительнь1М подпрессовочным ползуном с вмонтированной внуури него сфери еокой втулкой, охватывающей прессштемпель, и фиксирующими клиньями, установленными между подвижными поперечинами и перемы ками1окон неподвижной рамы, а плунжер верхнего рабочего цилиндра выполнен поршневым, на свободном штоке которого устаноьлен ре лируемый упор.
Источники информации, принятые во внимание |при экспертизе:
1, Авторское свидетельство СССР № 186283, кл. В 30 В 15/04, 1961.
25
Фиг. 1
Узел I
