(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1477545A1 |
| Способ производства минераловатных плит | 1980 |
|
SU1020412A1 |
| Способ изготовления волокнистых изделий из минеральной или стеклянной ваты | 1977 |
|
SU709604A1 |
| Способ изготовления минераловатных плит повышенной жесткости | 1990 |
|
SU1765133A1 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| Способ изготовления минераловатных плит | 1980 |
|
SU962272A1 |
| Способ изготовления изделий из минеральной или стеклянной ваты | 1980 |
|
SU973514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТБ1Х ИЗДЕЛИЙ | 1973 |
|
SU366176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
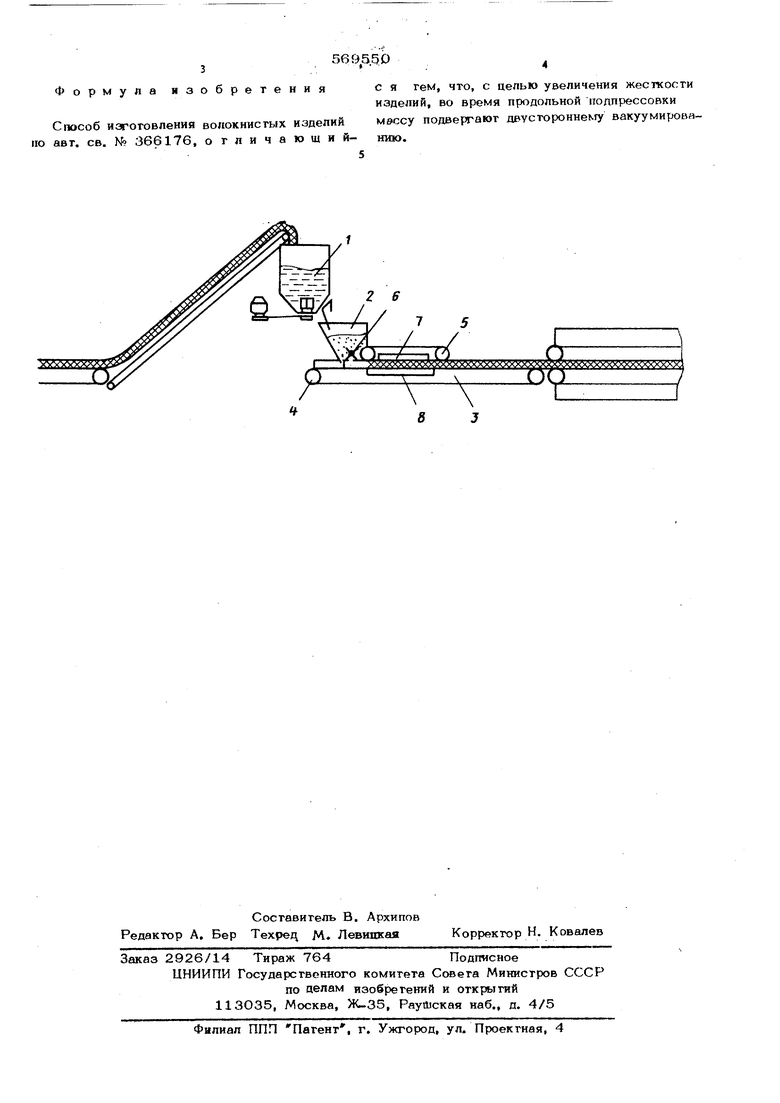
Изобретение относится к производству волокнистых теплоизоляционных изделий из минеральной или стеклянной ваты. По основному авт. св. № 366176 известен способ изготовления волокнистых из- долий, например, из минеральной ваты путе (}10рмования волокнистого ковра, пропитки его связующим с последующими подпрессов- кой, тепловой обработкой и резкой. Недостатком этого способа является горизонтпльнослоистая структура минераловаг ного ковра, полученного в камере волокноосаждения и низкие прочностные характеристики изделий. Цель изобретения - увеличение жесткост изделий в поперечном направлении за счет ориентации волокон. Достигается это тем, что в процессе (юрмования минераловатиого ковра из массы последнюю подвергают продольной подпрессо ке с одновременным двусторонним вакуумированием. На чертеже изображено устройство, реал ;(уюиее способ изготовления изделий. В смесителе 1 периодического или непрерывного действия из минеральной ваты, воды и-связующего готовится масса, которая затем подается в бункер 2 узла формования 3. Формование непрерывного минераловатного ковра осуществляется между двумя сет атыми транспортерами 4 и 5. В процессе формования масса подвергается продольной подпрессовке, например, лопастным смесителем 6, установленным в бункере 2 узла формования 3. Одновременно с продольной подпрессовкой масса подвергается двухстороннему вакуумированию с помощью вакуум-яшиков 7 и 8. Первоначально волокна в массе расположены хаотично, а в процессе п дольной подпрессовки они ориентируются перпендикулярно действию сжимающих сил, т. е. располагаются в вертикальной плоскости.Отформованный минераловатный ковер направляет ся в камеру тепловой обработки, а затем разрезается на изделия требуемых размеров. В результате применения данного способа значительно увеличивается жесткость изделий, что позволяет получать продукцию из минеральной ваты высокой прочности. Формула изобретения Способ иэгоговления волокнистых изделий 110 авт. св. № 366176, отличающийХХХЮО ХХХХХХХХХХХХХХХХ С ХХЮОООООООО ХХХХХХХХХХХ ООС1
с я гем, что, с цепью увеличения жесткости изделий, во время продольной подпрессовки мессу подвергают двустороннеко вакуумировакию.
