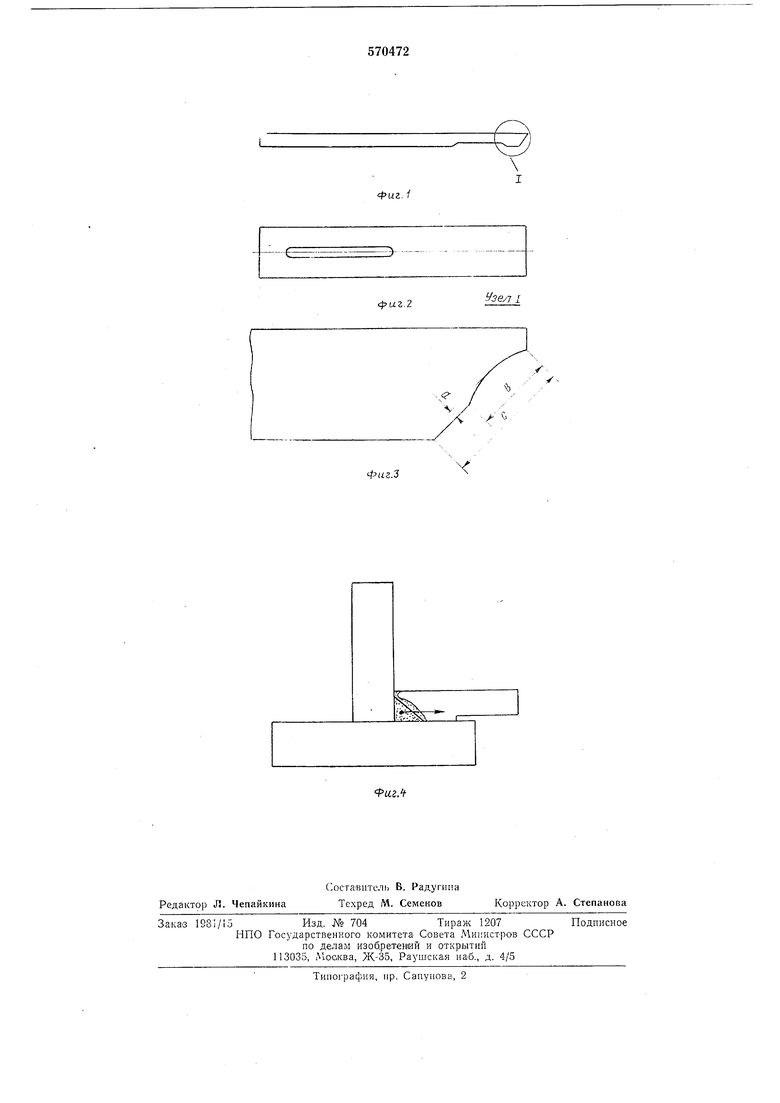
В процессе сварки ползун наезжает на ванну жидкого металла. Под действием гидростатической силы жидкого металла, стремящегося к натеканию на горизонтальный лист, расплавленный шлак выдавливается вверх и скапливается в полости, образованной поверхностью канавки в ползуне и поверхностью жидкого металла. При этом через прослойку шлака обеспечивается необходимое поджатие жидкого металла в верхней части сварочной ванны, чем достигается симметричность шва и плавный переход к вертикальному листу таврового соединения.
Скапливание шлака на наружной поверхности шва создает теплоизолирующую прослойку, которая предотвращает быстрое охлаждение металла сварочной ванны медным ползуном и развитие кристаллизации от поверхности. Наличие прослойки шлака на поверхности сварочной ванны увеличивает продолжительность существования ее внешней части в жидком состоянии. С увеличением размеров углового шва продолжительность существования сварочной ванны в жидком состоянии также увеличивается, поэтому эффект теплоизолирования внешней части ванны от охлаждающего воздействия ползуна особенно важен при величине катета угловото шва более 10 мм. Теплоизолирующие свойства прослойки шлака также оказывают положительное воздействие на условия работы ползуна, который не перегревается и не требует принудительного охлаждения.
Ф.ормула изобретения
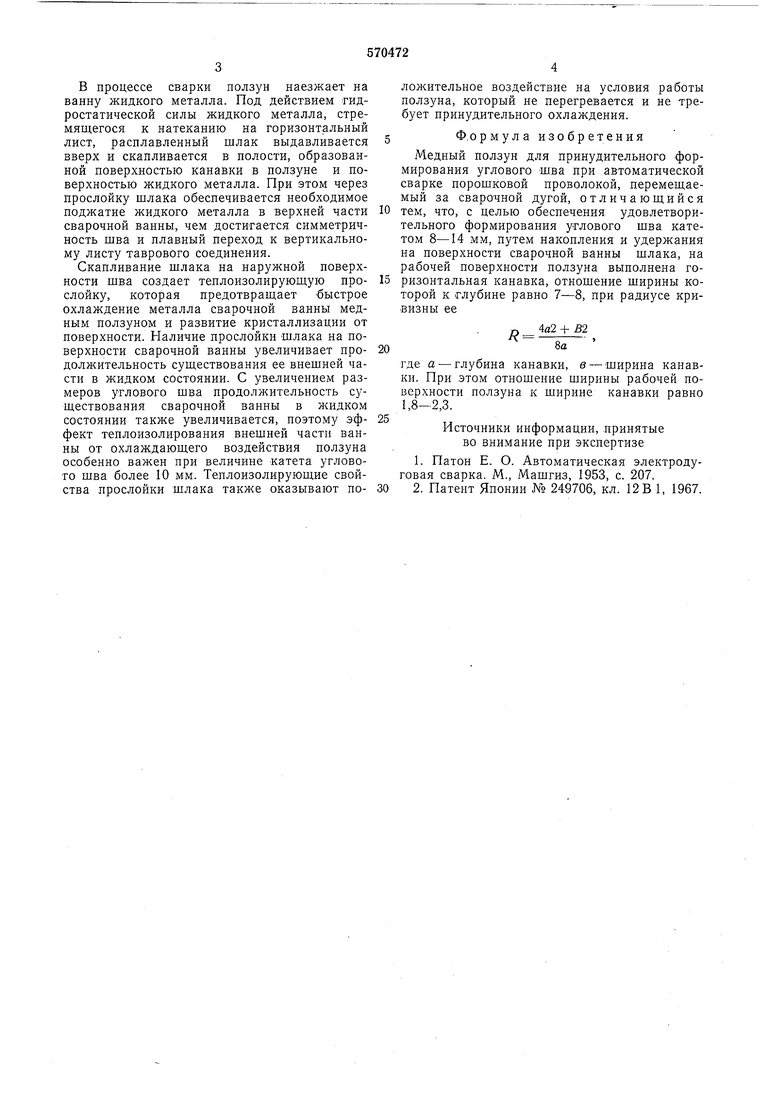
Медный ползун для принудительного формирования углового шва при автоматической сварке порошковой проволокой, перемещаемый за сварочной дугой, отличающийся тем, что, с целью обеспечения удовлетворительного формирования углового шва катетом 8-14 мм, путем накопления и удержания на поверхности сварочной ванны шлака, на рабочей поверхности ползуна выполнена горизонтальная канавка, отношение ширины которой к глубине равно 7-8, при радиусе кривизны ее
4а2 + В2
D 8а
где а - глубина канавки, в-ширина канавки. При этом отношение ширины рабочей поверхности ползуна к ширине канавки равно 1,8-2,3.
Источники информации, принятые во внимание при экспертизе
1.Патон Е. О. Автоматическая электродуговая сварка. М., Машгиз, 1953, с. 207.
2.Патент Японии № 249706, кл. 12В 1, 1967.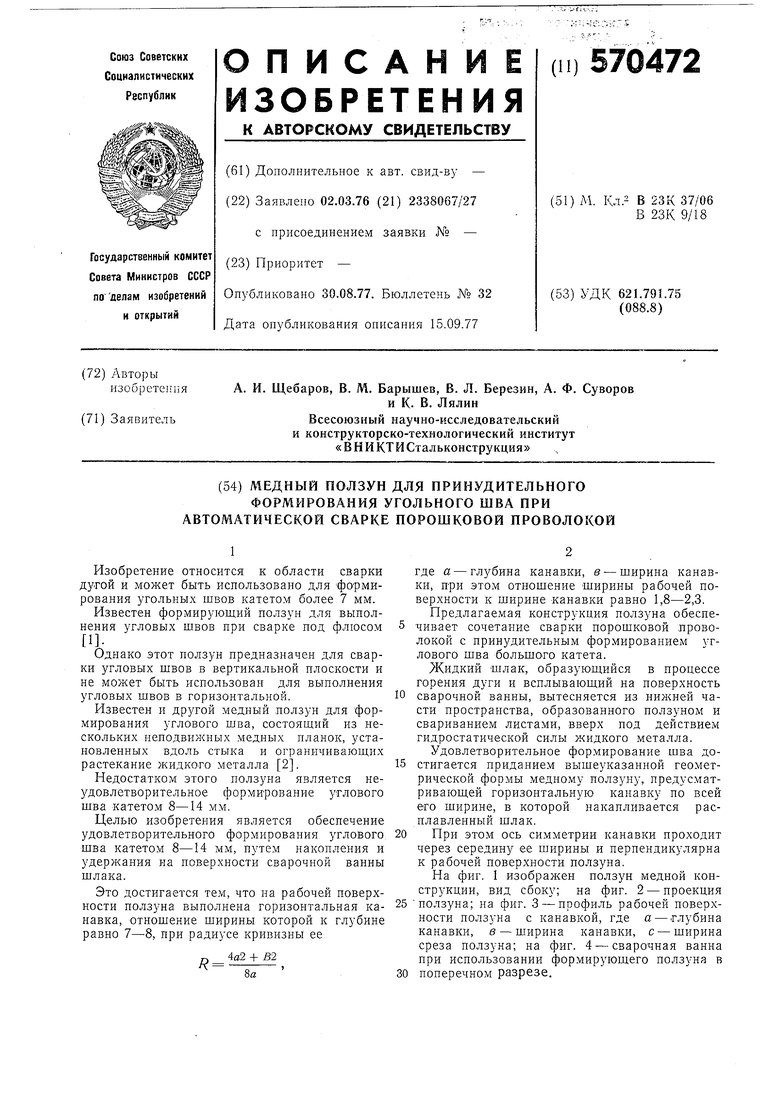
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва | 1988 |
|
SU1660918A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| Ползун для принудительного форми-РОВАНия гОРизОНТАльНОгО шВА НАВЕРТиКАльНОй плОСКОСТи | 1979 |
|
SU814633A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
Ч
фиг.З
