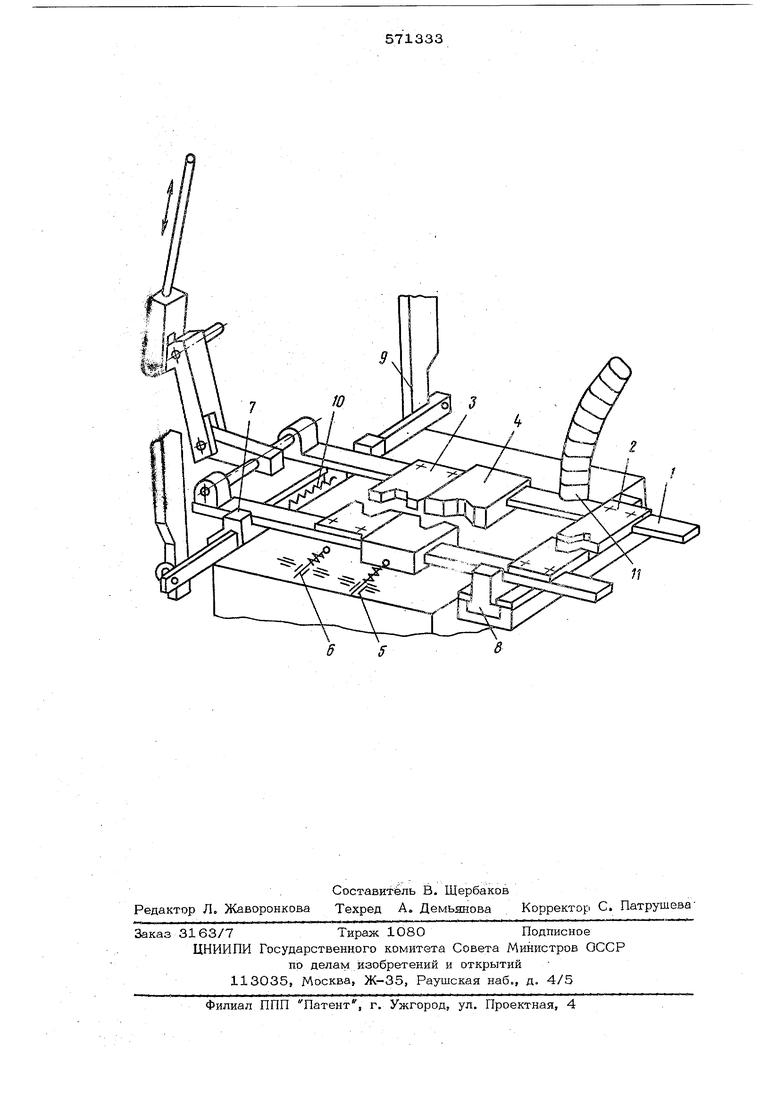
держащего ползушки 7 и 8, раздвигающие грейферные линейки посредством клиньев 9 И пружины возврата 10.
Устройство работает следующим образом При движении ползуна вверх клинья 9 ос- вобождают грейферные линейки 1, находящися в крайнем положении. Грейферньге линейки под действием пружины 10 сдвигаются, и жестко закрепленные захваты 2 зажимаю заготовку из магазина 11, а захваты 3
зажимают готовую деталь, вынесенную из позиции штамповки дополнительными захватами 4. Затем грейферные линейки начинаю перемещаться в направлении подачи детали к позиции обработки. Дополнительные захва ты 4, удерживаемые подпружиненным регулируемым фиксатором 5 в позиции обработ KHj некоторое время остаются неподвижны- ми, при этом происходит выталкивание в них обработанной детали из нклшей части штампа. При дальнейшем Л|.вижении ползуна жесткие захваты 2 с заготовкой смещают дополнительные захваты 4 с обработанной деталью до остановки и фиксации подпружиненным фиксатором 6, а сами занимают их положение в г.озкхми обработки. В это время жасткйа -аа-х аты 3 выносят деталь, оставлакную дополнительными захватами 4, В следующий MvjMeKT пуансон штампа выта:кизает заготозк йЗ жестко закрепленных захватов 2 з мйтриду щтампа, клинья 9, действуя на полз-.ушки 7 и 8, раздвигают , грейферные ликейкй 1 и освобождают обработанную де га-пь из дополнительных зах. затоз 4( а из жестко закрепленных захватов 3 деталь зыгружаеа ся в тару.
Затем раздаинутые линейки начинают двигаться в обратном направлении. Жестко закрепленные захваты 3, дойдя до допопни.тельных захватов 4, сдвигают последние в позицию обработки, а сами занимают их
место против вынесенной из позиции обрабоки детали. Одновременно жестко, закрепленные захваты 2 останавливаются против магазина заготовок 11. В это же время производится обработка детали. Затем ползун начинает двшкение вверх, и цикл- повторяется снова.
Использование грейферных подающих устройств с дополнительными захватами па прессах с малым и средним ходом ползуна расщиряет возможность применения прессов такого типа в различных технологических процессах.
Формула изобретения
Грейферное устройство для подачи штучных заготовок на позицию обработки и их удаления, преимущественно к прессам, со держащее перемещающиеся по направлшощим от привода грейферные линейки с жестко закрепленными на них захватами для зажима .-заготовок, отличаЮще е - с я тем, что., с делью возможности использования устройства на прессах с различным ХОДОМ- ползуна, оно снабжено до- . полнительными захватами, установленными на линейках между жестко закрепленными захватами с возможностью возвратйо-пос- тупательного перемещения от контакта с поледними, и подпружиненными регулируемыми фиксаторами, удерживающими дополнительные захваты в крайних положениях.
Источники информации} принятые во вни мание при экспертизе;
1о Авторское свидетельство Ms 211504, кл. .в 21 D 43/10.
2 Норицын и. А, и Власов В, И- Автоматизация и механизация технологических процессов ковки к щтамповкй . М,, Мащгиз, 1967, стр. 247-249.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Грейферный механизм подачи к штампу | 1990 |
|
SU1729664A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1989 |
|
SU1706764A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Штамп для формовки плоских участков в цилиндрических полых деталях с наклонным фланцем | 1990 |
|
SU1792771A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Устройство для перемещения заготовок в рабочей зоне пресса | 1986 |
|
SU1433593A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |