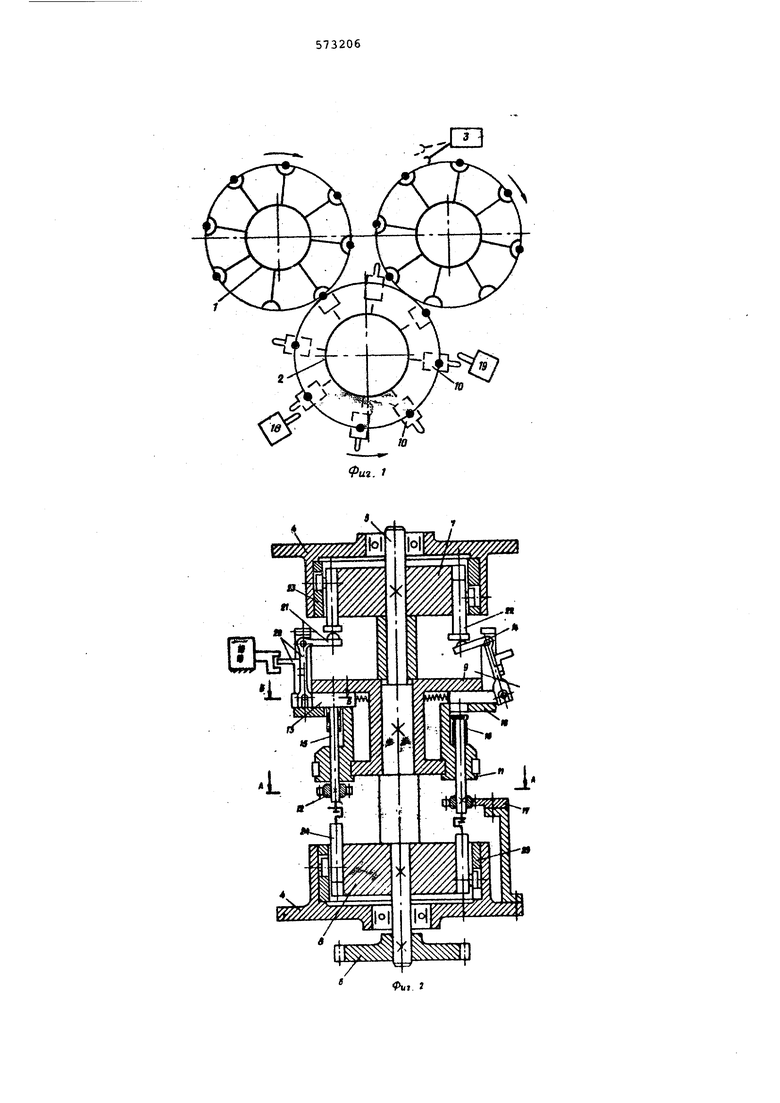
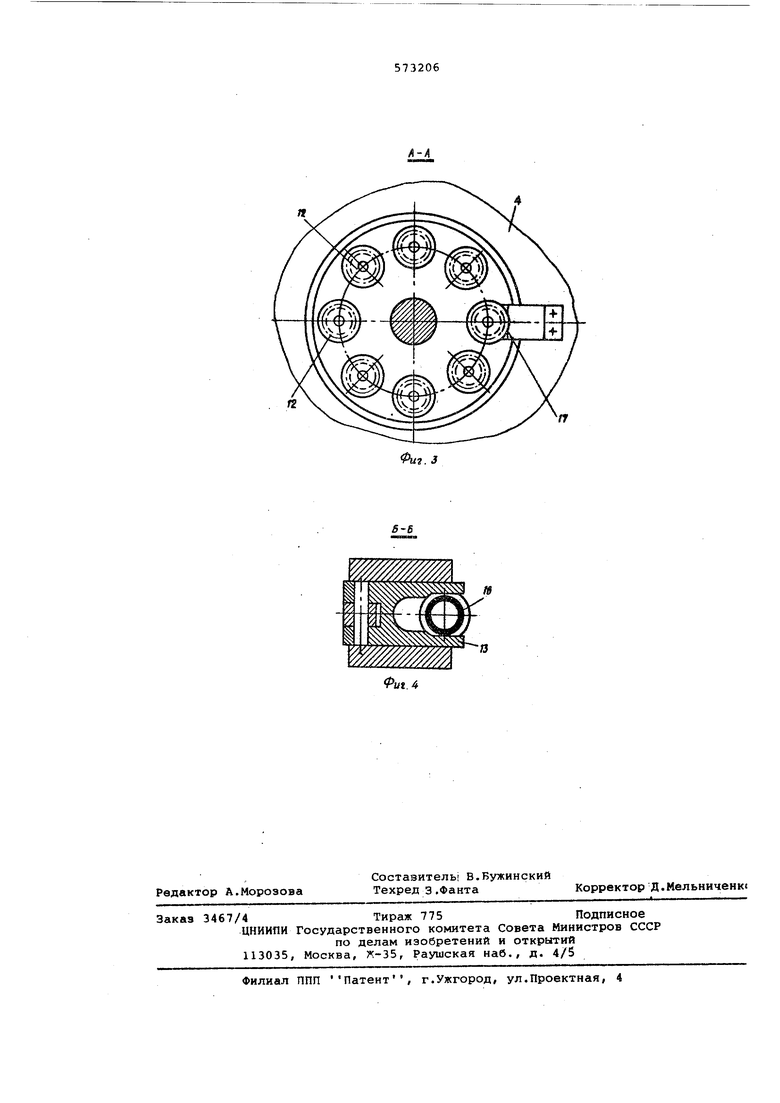
На фиг. 1 показана схема сортирующего устройства с контрольным ротором на фиг.2 - контрольньгй ротор в разрез на фиг.З - то же,разрез А-А на фиг.2 на фиг,4 - то же,разрез Б-Б на фиг.2 Сортирующее устройство состоит из транспортного ротора 1, контрольного ротора 2 и сортирующего механизма 3, Контрольный ротор 2 смонтирован .на станине 4 и содержит центральный вал 5,приводимый от шестерни 6,на ко тором смонтированы барабаны 7 и 8 и блокодержатель 9 с равномерно распол женными, блоками 10.Измерительные бло ки 10 состоят из корпуса 11, приводной шестерни 12, подпружиненного; предельного колнбра 13 н двуплечего рычага 14. Каждый подающий стержень 15 установлен в корпусе 11 измерительного блока 10 с возможностью осевого пе ремещения и поворота вокруг своей оси и служит для подачи контролируемых изделий 16 на измерительную позицию и их поворота на 90 вокруг оси На станине 4 неподвижно закреплены, по крайней мере, один зубчатый сек™ тор 17, прочередно зацепляющийся с каждой приводной шесх-ерпей 12, и датчики 18 и 19, взаимодейсгвующие: с пле чом 20 двуплечих рычагов 14. Кроме того, в двуплечих рычагах плечо 20 связано с предельными калибрамИ 13, а плечо 21 взаимодействует с толкателями 22, установленными йодвижно в барабане 7 и управляемыми от кулач ков 23, закрепленных на станине 4.В барабане 8 установлены толкатели 24, сообщаюцие осевое перемещение подающим стержням 15 и управляемые от кулачков 25, также закрепленного на ст нине 4. Устройство работает следующим об разогл Контролируемое изделие 16 подается транспортным ротором 1 в один из измерительных блоков 10 контрольного ротора 2, в котором подающий стержен подает изделие 16 в зону контроля. При этом предельный- калибр 13. с помощью двуплечего рычага 14, поворачиваемого толкателем 22, подводится к изделию 16 и производится первое измерение диаметра проточки изделия 1 результат которого через бесконтакт ный датчик 18 передается на сортирунидий механизм 3. При дальнейшем повороте ротора 2 приводная шестерня 12 зацепляется с зубчатым сектором 17 и поворачивается вместе с подаведим стержнем 15 и .контролируемым изделием 16 на 90 . Затем с помощью толкателя 22 и двуплечего рычага 14 предельный колибр 13 снова подводится к изделию 16 и производится второе измерение диаметра проточки, результат которого также через бесконтактный датчик 19 передается к сортирующему механизму З.По результатам двух измерений сортирукндий механизм сортирует изделия 16 на годные и негодные. Контроль высоты.фланца изделий производится аналогично. Контрольный ротор сортирующего устройства позволяет производить контроль диаметра проточки или высоты фланца в двух взаимно, перпендикулярных направ-i лениях и выявить .бракованые изделия, имеющие- овальную . проточку - или косой фланец, чт.о йри однрм измерении не всегда возможно. Формула изобретения Контрольный ротор сортирующего устройства , содержащий смонтированный на станине контрольный ротор, несущи расположенные по его окружности измерительные блоки с предельным «алибром и подвижными в осевом направлении подающими стержнями, отличающ и и с я тем, что, с целью повышения качества контроля и сортировки изделий, он снабжен, по крайней мере, одним неподвижно закрепленным на станине зубчатым сектором, а подающие стержни измерительных блоков установлены с возможностью поворота вокруг своей оси и снабжены жестко посаженными на них приводными шестернями, при этом сектор поочередно контактирует с каждой приводной шестерней подающих J5тepжнeйt Источники информации, принятые во внимание при экспертизе: 1.Авторские свидетель зтво СССР №153127, кл,G 01 В 5/00,1960. 2..Авторское свидетельство СССР Й219800,кл. G 01 В 5/08,1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для проверки по предельным эталонам контрольных роторов в автоматических линиях для контроля деталей | 1973 |
|
SU493768A1 |
| Автомат для контроля и сортировки деталей | 1981 |
|
SU1036403A1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| Роторно-конвейерная машина | 1978 |
|
SU818811A1 |
| Устройство для контроля веса | 1985 |
|
SU1282923A1 |
| Приводное устройство план-шайбы поворотно-делительного стола | 1976 |
|
SU663544A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ИХ ЛИНЕЙНЫМ РАЗМЕРАМ | 1947 |
|
SU85098A1 |
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
А
и. г
12
П
