1
Изобретение относится к станко- i строению, в частности к устройствам для последовательной загрузки заготовок и выгрузки обработанных изделий, и может быть использовано для загрузки металлорежущих станков, например токарных, при обработке изделий типа холец и фланцев.
Известно з-агруэочное устройство для металлорежущих станков, выполненное в виде переда вдего блока с приводом и лотками для подвода и отвода деталей. Передающий блок в этом устройстве состоит из двухпозиционного маятникового сектора .для удержания деталей, шарнирно соединённого с эле ментом привода.
; Известное устройство имеет сложную конструкцию и невысокую производительность из-за большой .потери времени на загрузку и выгрузку.
С целью повышения производительности и упрощения конструкции в предлагаемом устройстве передающий блок выполнен в виде двух жестко связанных между собой и расположенных под углом одним к другому лотков, которые в месте их соединения имеют общую боковую стенку и ограничены общей торцовой стенкой, причем в указанной боковой
стенке выполнено сквозное отверстие для прохода деталей, а лотки для отвода и подвода деталей и лотки передающего блока снабжены упорами и отсекателями.
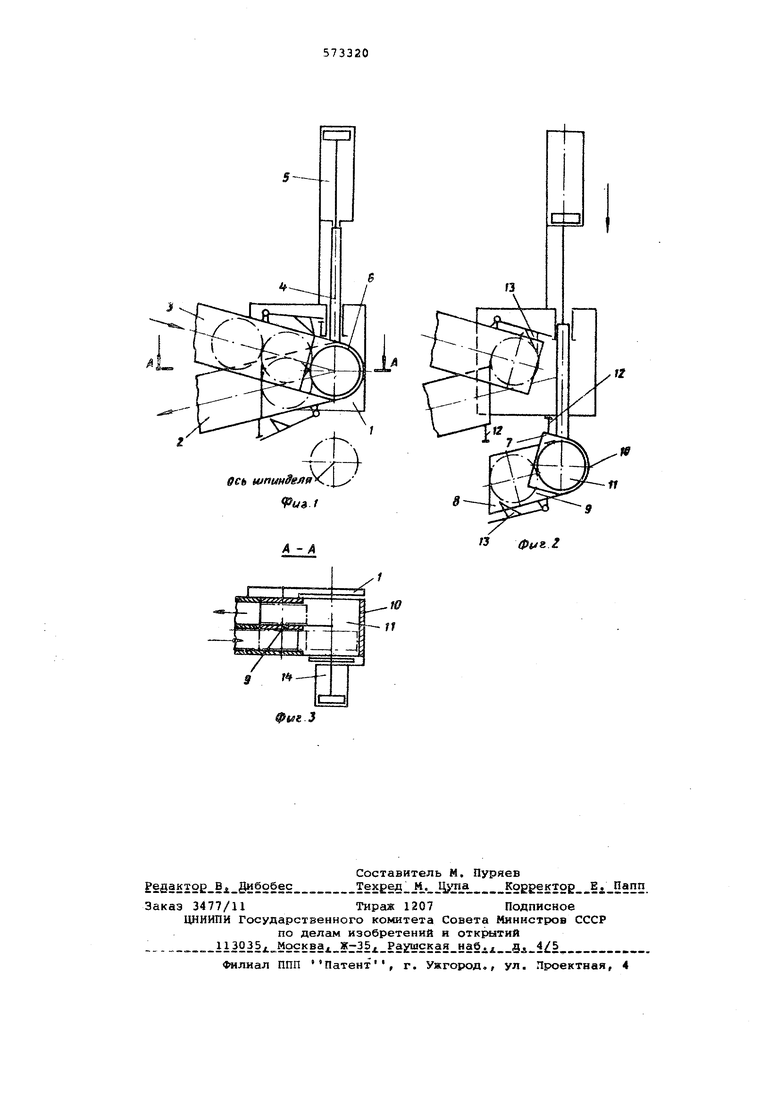
На фиг. 1 изображено описываемое устройство, в положении загрузки и выгрузки изделий в лотки; на фиг. 2 то. же, в положении загрузки и выг(2уэки изделий в шпиндель станка; на° фиг. 3 - разрез А-А на -фиг. 1.
К основанию 1 устройства крепят лоток 2 дЛя отвода (выгрузки) и подвода 3 {загрузки) изделий. По направляющим основания 1 перемещается ползушка 4 с помощью привода 5 (гидроцнлиндром). К ползушке жестко подсоединен передакхций блок 6, выполненный в виде расположенных под углом один к другому и жестко соединенных между собой лотков 7 и 8. Лотки 7 к 8 э месте их соединения имеют общую боковую стенку 9 и ограничены общей торцовой стенкой 10. В боковой стенке 9 лотков 7, 8 выполнено сквозное отверстие непосредственно приьшкахщёе к торцово стенке 10. Лотки отвода н подвода, а также лотки передающего блока снабкены упорами 12 и отсекателя|1 и 13, ко орые установлены на них попарно-прв
крестно, т,е, пара упоров 12 расположена на одной линии, а на другой линии, пересекавшей первую, установленапара отсекателей 13. Pfin заталкивания изделия из передающего блока в шпиндель станка служат гидроцилиндр 14.
Передающий блок б, укрепленный на ползушке 4, перемещается с помощью првода 5 в нижнее положение до совпадения оси отверстия 11 в лотках 7 и 8 с осью шпинделя станка (фиг, 2). Обработанная деталь выталкивается из шпинделя специальным приводом (на чертежах не показан) и попадает в отверстие 11 лотков 7 и 8 передающего блока, .а скатывается по лот ку 8 до флажка .Отсек тейй 13 (фиг. 2 и фиг. з), ГняроцилИйдР 14 совершает холостой ход заталкиВамйя язделия в шпиндель. После чбго переДающий блок 6 приводом 5 поднимается вверх, и его лотки 7 и 8устанавливаются против лотков подвода 3 и отвода 2. При 3TOM. 12 приподнимают отсекатели 13, .рсвобождая издеЛИЯ в лотках (фиг, 1)%
Подлежащее обработке изделие ска, тывается по лотку 3 подвода в лоток 7 и устанавливается в отверстии 11(Фиг Обработанное изделие скатывается нз лотка 8 в лоток отвода 2,
Далее передающий блок 6 с изделием в лотке 7 вновь опускается вниз. Обработанное изделие выталкивается нз шпинделя через отверстие 11 в лоток 8, а изделие, подлежащее обработке, через отверстие 11 приводом 14 заталкивается из передающего блока в шпиндель. Далее цикл повторяется.
Формула изобретения
Загрузочно-разгрузочное устройство к металлорежущему станкур содержащее передающий блок, в боковых стенках которого выполнены сквозные отверстия д выталкивания и заталкивания деталей, и лотки для подвода и отвода деталей, отличающееся тем, что, с целью повышен }я производительности м упрощения койструкции устройства, передающий, бл.сж эышзлнен,в виде двуй жестко сэязангШх мезкду собой и расположенных ПсэД углом друг к другу лотков с общей торцовой и боковой стенка№4, а последней из которых выполнено сквозное отверстие для прохода деталей, причем лотки для подвода и отвода деталей и лотки передающего блока снабжены отсекателями и упорами
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 348331, кл. В 23 а 7/02, 1970.
ffcti шпинЗвла
wa /
l -4
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU348331A1 |
| Автооператор | 1986 |
|
SU1445906A2 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Автооператор для токарного многошпиндельного автомата для двусторонней обработки колец | 1987 |
|
SU1505750A1 |
| Автооператор | 1979 |
|
SU831516A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКОВ | 1994 |
|
RU2069140C1 |
| Загрузочно-разгрузочное устройство | 1980 |
|
SU918008A1 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
10 11
