Изобретение относится к области металлообработки и может быть применено при обработке изделий типа фланцев, колец и т. д.
Известно подобное устройство, которое состоит из двух ползушек, расположенных под углом, имеющих на концах головки для захвата обрабатываемого изделия. Основным недостатком устройства являются большие потери времени на загрузку и выгрузку, так как ползушки должны работать попеременно, а ход у каждой из них большой.
Цель изобретения - повышение производительности и упрощение конструкции. С этой целью передающий блок выполнен в виде двухпозиционного маятникового сектора, внутри которого размещены гнезда для удержания обрабатываемых деталей, шарнирно закрепленного на элементе привода.
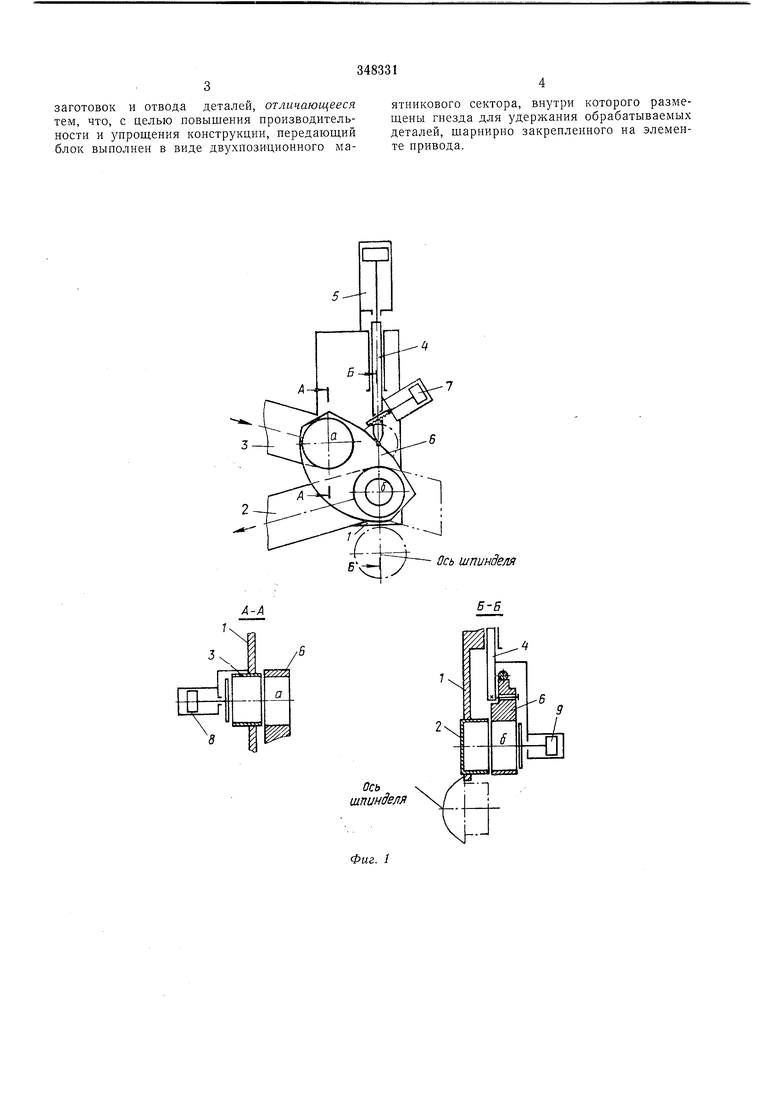
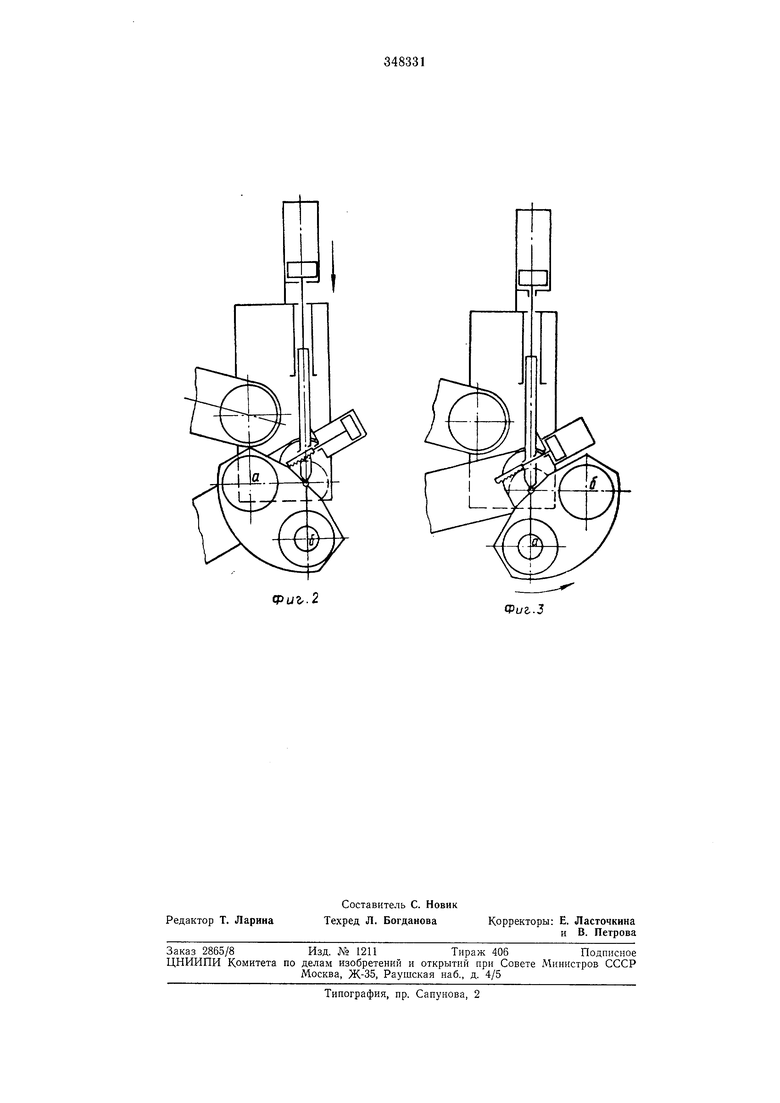
На фиг. 1 показано предлагаемое устройство, положение загрузки и выгрузки изделий в лотки; на фиг. 2 - то же, положение получения обработанного изделия из шпинделя станка; на фиг. 3 - то же, положение загрузки шпинделя станка заготовкой.
Устройство состоит из основания J, к которому крепятся лоток выгрузки 2 и лоток загрузки 3. По направляющим основания перемещается ползущка 4 с приводо.м 5 (гидроцилиндром). К ползущке щарннрно крепится маятниковый сектор 6 с приводом 7 (гидроцилиндром) поворота. Для выталкивания изделия из лотка загрузки служит привод (гидроцилиндр) 8, а для заталкивания изделия - привод (гидроцилиндр) 9.
Работает устройство следующим образом.
Изделие, подлежащее обработке, заталкивается из лотка загрузки 3 приводом 8 в гнездо а маятникового сектора -6, а приводом 9 обработанное изделие выталкивается
из гнезда б в лоток выгрузки 2. Затем привод 5 перемещает ползушку 4 вместе с сектором 6 вниз до совпадения оси гнезда б с осью шпинделя станка. Обработанная деталь выталкивается из шпинделя и попадает в гнездо б, после чего с помощью привода 7 маятниковый сектор 6 поворачивается, и ось гнезда а совпадает с осью шпинделя. Привод 9 заталкивает изделие, подлежащее обработке, из гнезда а в шпиндель. Включаются приводы 5 и 7, и ползушка 4 с маятниковым сектором 6 возвращаются в положение, показанное на фиг. 1. Далее цикл повторяется.
Предлагаемое устройство рекомендуется использовать для обработки изделий типа
фланцев и колец диаметрами 150-350 мм.
Предмет изобретения
заготовок и отвода деталей, отличающееся тем, что, с целью повышения производительности и з прощения конструкции, передающий блок выполнен в виде двухпозиционного маятникового сектора, внутри которого размещены гнезда для удержания обрабатываемых деталей, шарнирно закрепленного на элементе привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1976 |
|
SU573320A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО К МЕТАЛЛррЕ>&КУЩ}1]У1 СТАНКАМ | 1970 |
|
SU284573A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Автооператор | 1986 |
|
SU1445906A2 |
| БАБКА ИЗДЕЛИЯ ВНУТРИТОРЦЕШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU258053A1 |
| ТРЕХПОЗИЦИОННЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРГЛОЗНЫХНАКЛАДОК | 1969 |
|
SU237621A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1247230A1 |
ffcb шпинделя
Ось V / шпинделя /. I
Фиг..2
fPut.3
