1
Изобретение относится к обработке металлов давлеиием и может быть исиользоваио при производстве профильных полых изделий с большим отношением длины к диаметру внутреннего отверстия, тииа заготовок геологоразведочиых замков.
Известно устройство для прокатки полых изделий, содержаш,ее приводиые валки, валы которых кинематически связаны, и оправку 1.
Однако известное устройство не обеснечивает получение нолых изделий с малым ироходным сечением и большой толщиной стенок в силу большого иерегрева оправки из-за длительного контакта последней с нагретой заготовкой.
Известно устройство для получения ирофильных полых изделий, содержаш,ее матрицу с профильными роликами, нуаиеон с закрепленной на ;ем оправкой и механизм съема готовых изделнй с оправки 2.
Известное устройство не обеспечивает возможность получения нолых изделий без дна и достаточной синхронизации скорости валков и оправки.
Цель изобретения - обеспечение получения изделий со сквозным отверстием.
Для этого оно снабжено приводом вращения роликов, выполненным в виде закрепленной на пуансоне зубчатой рейки и связанной
с ней зацеплением шестерни, усганозлепиоп на валу одного из роликов, причем иоследннн кнне.матаческп связан с валами других роликов.
Механизм съсыа готовых издсли) с оправки Бынолнен в виде размещенной в матрице в зоне выхода изделий, втулки с радиальными пазами и подпружиненных еекгоров, установленных шарнирно в пазах втулкп.
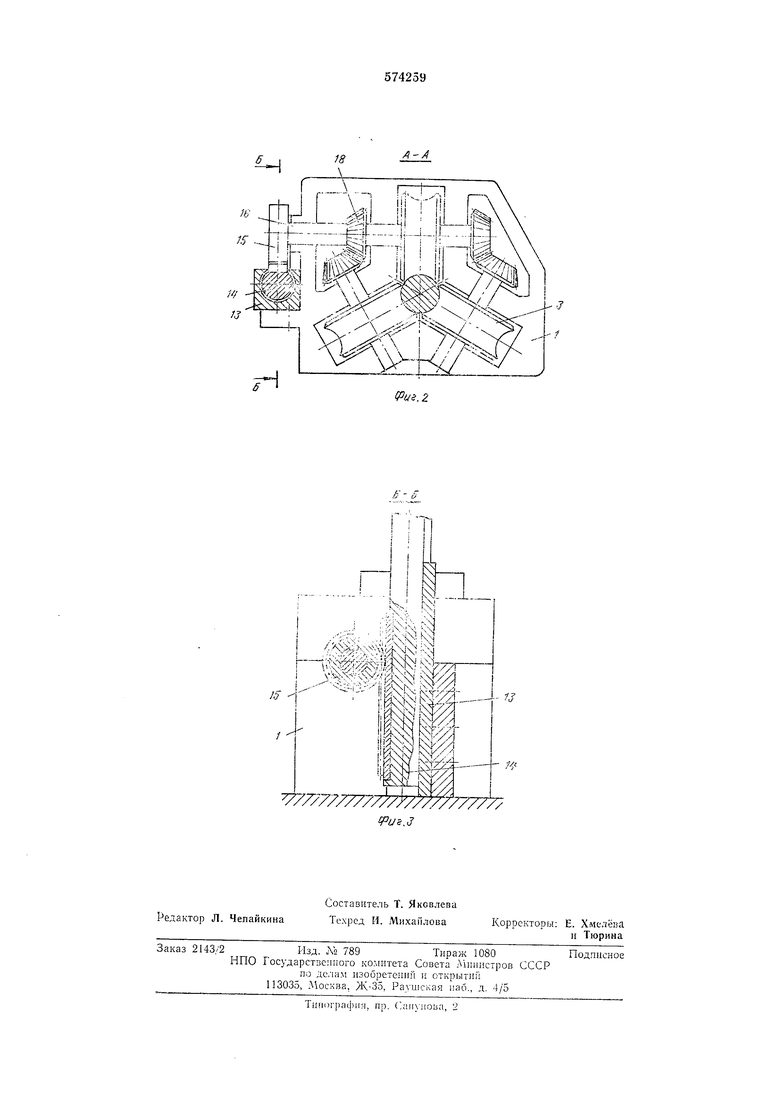
На фиг. 1 изображено устройство для профильной нрокатки полых изделий; на фиг. 2- то же, разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Устройство имеет корпус 1, внутри которого размещены на валах 2 профильные ролики 3. Корпус сверху закрывается крышкой 4, в которой устаиовлена проводка 5 для ориентацни заготовки 6 перед выдавлпванием. Пуансон 7 С1 абжен онравкой 8, соответствующей внутреннему профилю выдавливаемого изделия. Внизу кориуеа 1 во втулке 9, на осях 10 размещаются секторы И, удерживаемые в исходном положении пружииами 12.
К корпусу 1 крепится направляющая втулка 13 со штоком 14, несущим зубчатую рейку, входящую в зацепление с шестерней 15 вала 16. Синхронизация вращения всех трех нрофильных роликов, деформирующих заготовку 17, осуществляется при иомоши кпнических шестерен 18. Шток 14 с зубчатой рейкой закреплены на пуансоне.
Устройство работает следующим образом.
Короткомерную гильзу с большим внутренним диаметром устанавливают в проводку 5. При перемещении подвижной траверсы пресса вниз в момент, когда пуансон 7 коснется торца заготовки 6, зубчатая рейка штока 14 при помощи шестерни 15, ведущего вала 16 и конических щестерен 17 начнет проводить во вращение профильные ролики 3. Заготовка 6, затягиваясь в роликовую матрицу, обжимается но диаметру. Пластически деформируясь, она несколько увеличивается в длину, а ее внутренняя поверхность получает форму онравки 8. При перемещении вниз деформированпая заготовка отжимает сектора 11 вниз.
При обратном ходе подвижной траверсы нресса секторы 11 заклинивают, обеснечивая тем самым стягивание с оправки 8 прокатанного изделия, которое затем проваливается в окно стола пресса.
Таким образом предлагаемое устройство позволяет получать полые детали с отверстиями малого диаметра заданного нрофнля с точными внутренними размерами на сравнительно большой длине из полой заготовки меньшей длины с большим диаметром внутреннего отверстий.
Формула изобретения
1.Устройство для профильной прокатки полых изделий, содержащее матрицу с профильными роликами, иуансон с закрепленной па нем оправкой п механизм съема готовых изделий с оправки, отличающийся тем, что, с целью обеспечения получения изделий со сквозпым отверстием, оно снабжено приводом вращения роликов, выполненным в виде закрепленной на пуансоне зубчатой рейки и связанной с ней зацеплением шестерни, установленной на валу одного из роликов, причем последний кинематически связан с валами других роликов.
2.Устройство но п. 1, отличающееся тем, что механизм съема готовых изделий с оправки выполнен в виде размещенной в матрице в зоне выхода изделий, втулки с радиальными пазами и нодиружиненных секторов, установленных шарнирно в пазах втулки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР№212031, кл. В 21С 27/00, 1966.
2.Авторское свидетельство СССРЛ 126455 кл. В 21С 25/08, 1959.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Автомат для изготовления деталейгибКОй | 1977 |
|
SU816615A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Устройство для вырезки пазов на концах полых изделий | 1988 |
|
SU1701441A1 |
| Устройство к эксцентриковому прессу для изготовления колец Рашига | 1951 |
|
SU98562A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Пресс-форма | 1978 |
|
SU774959A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
W////A
У////////
W
x
Г,... r-t-1
-hi l iirTli| L..bL..L ..,.y| lL
fe- .. 15 - J
i 1 I Hl-J § Hi : i
rH
/f -j W7/77777/7////////77777.
Л-А
-iiL.
(pus. 2
т Тгку2 L
/
ijPus.J
