врату подвижной каретки с собираемым изделием в исходное положение.
При сборке изделии с относительно малыми габаритами и е необходимостью частого их возврата в исходное положение, например при сборке изделия в виде прямоугольника с расположенными по его периферии на каждой из сторон деталями, в которые должны запрессовываться штифты, возврат подвижной каретки в исходное положение с применением ручных операций дает низкие технико-экономические показатели полуавтомата. Ручные операции при сборке увеличивают штучное время и, как результат, повышается себестоимость собираемой продукции.
Целью изобретения является обеспечение автоматического цикла движения каретки и плавного подвода ее к исходному положению. Это достигается тем, что в полуавтомате для сборки деталей устройство для расш,епления собачек с рейкой выполнено в виде связанных с электромагнитом подпружиненной тягами с нажимными элементами, воздействующими на смонтированные на собачках упора, и датчиков регистрации, установленных на станине в крайних положениях каретки, при этом полуавтомат снабжен расположенными на станине в исходном положении каретки демпфирующим устройством.
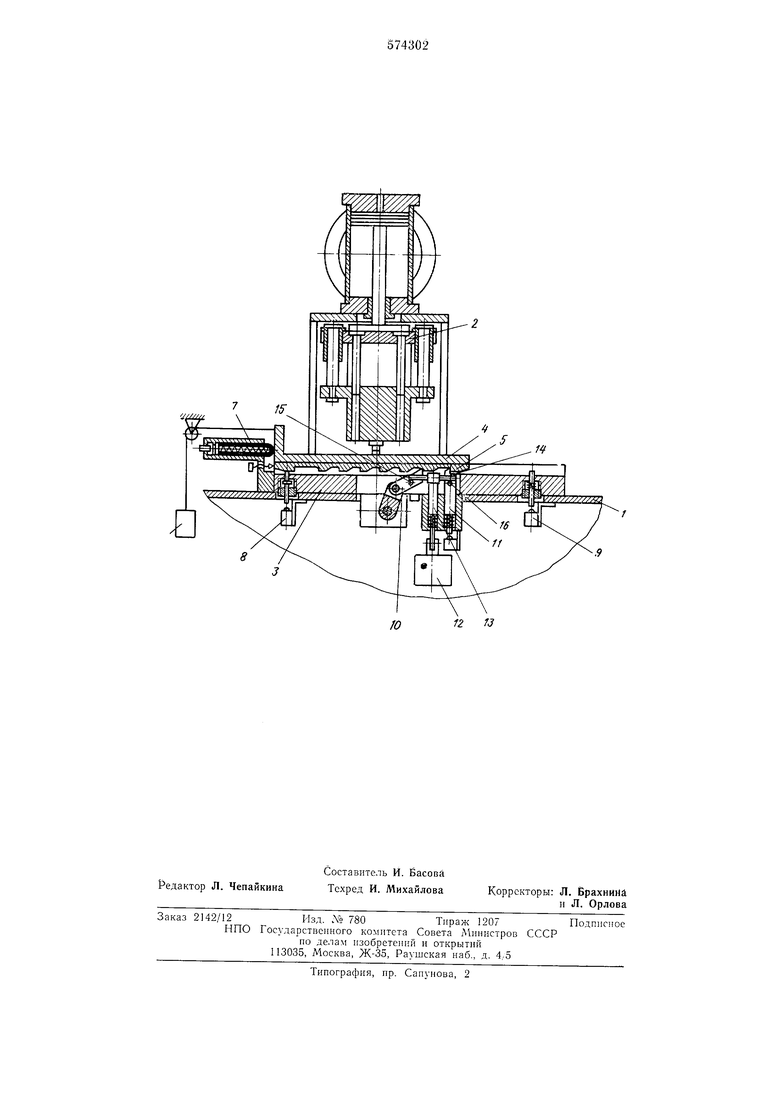
На чертеже изображен полуавтомат для сборки деталей.
Полуавтомат содержит смонтированные на станине 1 механизм 2 запрессовки деталей, совершающий вертикальное возвратно-поступательное движение от пневмопривода, стол 3, на котором смонтирована каретка 4, совершающая возвратно-поступательное движение продольно механизму 2 запрессовки деталей с помощью рейки 5 и груза 6. С левой стороны стола в месте исходного положения каретки установлено демпфирующее устройство 7, выполненное в виде подпружиненного плунжера с воздушным дросселем. Полуавтомат оснащен датчиками 8 и 9 регистрации крайних положений каретки и устройством для расцепления собачек подающей 10 и фиксирующей 11 с рейкой 5. Это устройство представляет собой электромагнит 12 и подпружиненную тягу 13 с нажимными элементами 14, которые воздействуют на упоры 15 и 16, смонтированные на подающей и фиксирующей собачках. Полуавтомат работает следующим образом. В исходном состоянии механизм 2 запрессовки деталей находится в верхнем положении, а каретка 4 в левом положении. При подаче воздуха в пневмоцилиндр привода механизм 2 запрессовки деталей опускается вниз и происходит запрессовка поданных из загрузочного устройства щтифтов в собираемое изделие. При возврате механизма 2 запрессовки деталей в исходное положение каретка 4 перемещается вдоль стола 3 на требуемый
шаг подающей собачкой 10 и рейкой 5 и фиксируется собачкой 11. Во время иеременюния каретки 4 контакт между подаюн;ей собачкой 10 и рейкой 5 поддерживается за счет груза 6, а при отходе подающей собачки назад при помощи груза 6 осуществляется прижим рейки 5 к фиксирующей собачке 11. При достижении каретки 4 правого крайнего положения датчик регистрации 9 выдает команду на включение электромагнита 12, который через тягу 13 нажимными элементами 14 воздействует на уноры 15 и 16, смонтированные на подающей и фиксирующей собачках, в результате чего каретка 4 под действием груза 6 перемещается в начальное (левое) положение. Установленное демпфирующее устройство 7 обеспечивает плавный без отскока подход каретки в начальное положение.
Предлагаемое устройство для расцепления толкающей и фиксирующей собачек с рейкой обеспечивает автоматический отвод подвижной каретки в исходное положение и тем самым уменьшает часть ручных операций при сборке, повышает производительность пресса, снижает себестоимость собираемой продукции.
Введение демпфирующего устройства обеспечивает плавный без отскока подход подвижной каретки к жесткому упору в исходном положении.
Формула изобретения
Полуавтомат для сборки деталей, содержащий смонтированные на станине механизм запрессовки деталей, каретку с рейкой, подающую и фиксирующую собачки и устройство для расцепления подающей и фиксирующей собачек с рейкой, отличающийся тем, что, с целью автоматического цикла движения каретки в исходное положение, устройство для расцепления собачек с рейкой выполнено в виде связанных с электромагнитом подпружиненной тяги с нажимными элементами, воздействующими на смонтированные на собачках упоры, и датчиков регистрации, установленных на станине в крайних положениях каретки.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью обеспечения плавного возврата каретки в исходное положение, он снабжен смонтированными на станине демпфирующим устройством.
Источники информации, принятые во внимание при экспертизе
1.Рабинович А. Н. Механизация и автоматизация сборочных процессов в машиностроении и приборостроепии. М., Машиностроение, 1964, с. 171-175.
2.Малое В. Н. Механизация и автоматизация сборочных работ в приборостроении. .1., «Машиностроение, 1964, с. 154-159,
П 7J
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки деталей электротехнических изделий | 1985 |
|
SU1398002A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1981 |
|
SU991992A1 |
| ПРИСПОСОБЛЕНИЕ 'К ВЕРТИКАЛЬНОМУ РАСКАТНОМУ | 1970 |
|
SU275690A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Автомат для сборки комплектадЕТАлЕй | 1979 |
|
SU841895A1 |