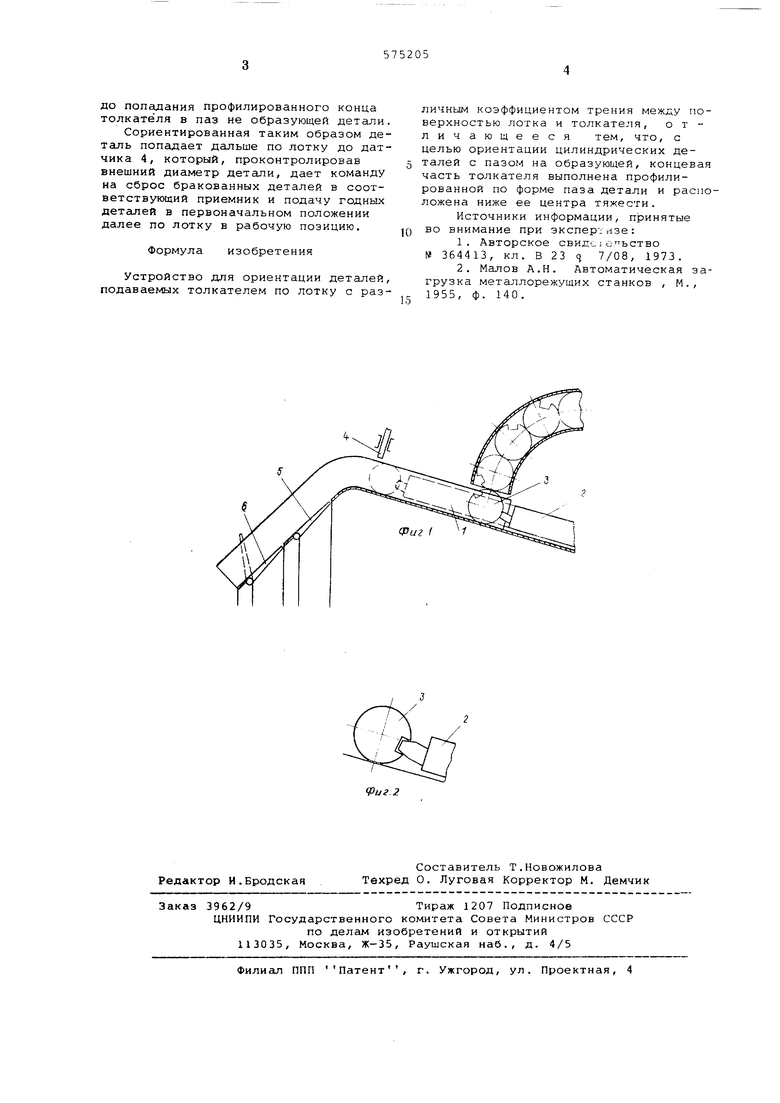
Изобретение относится к машиностроению и может быть применено в загрузочных устройствах металлорежущих станков. Известны устройства для ориентации деталей, подавае 1ых толкателем по лотку, направляющие поверхности которого выполнены с различным коэффициентом трения l . Для ориентации деталей с пазом на образующей в известных устройствах направляющая с меньшим коэффициентом трения рабочей поверхности выполнена профилированно по форме паза на образующей детали. Недостатком этих устройств является их непригодность для ориентации лег ко деформируемых деташей . Известны также устройства для ориентации деталей, подаваемых тб.пка телем по лотку с различным коэффицие том трения между поверхностью лотка и толкателя 2 . Эти устройства непригодны для ориентации цилиндричес ких детгшей с пазом по образующей. Цель изобретения - возможность. ориентации цилиндрических деталей с пазом на образующей без приложения усилий к образующей детали. Это достигается тем, что концев часть толкателя выполнена профилиро ванной по форме паза детали и располфжена ниже ее центра тяжести. На фиг,1 изображено предложенное Устройство; на фиг.2 - ориентируемая деталь в процессе (контактирований с толкателем. Устройство состоит из лотка 1, установленного с :уклоном в сторону толкателя 2, концевая часть которого выполнена профилированной по форме паза детали 3, механизма контроля диаметра детали, например датчик 4, и заслонок 5 и 6. Устройство работает следующим образом. Деталь 3, получив первичную ориентацию, попадает в лоток 1. Приводится в движение толкатель 2, который, тол- кая деталь, заставляет ее катиться вверх по дну лотка 1 в силу того, чтб коэффициент трения между поверхностью лотка 1 и образующей детеьпи 3 больше, чем коэффициент трения междудеталью и профилированным концом толкателя 2. Так как лоток 1 выполнен с уклоном в сторону толкателя 2, то деталь все время прижата к последнему а расположение концевой части толкателя ниже центра тяжести детали обеспечивает постоянное ее вращение без проскальзывания
до попадания профилированного конца толкателя в паз не образующей детали. Сориентированная таким образом деташь попадает дальше по лотку до датчика 4, который, проконтролировав внешний диаметр детали, дает команду на сброс бракованных деталей в соответствующий приемник и подачу годных деталей в первоначальном положении далее по лотку в рабочую позицию.
Формула изобретения
Устройство для ориентации деталей, подаваемых толкателем по лотку с различным коэффициентом трения между поверхностью лотка и толкателя, отличающееся тем, что, с целью ориентации цилиндрических деталей с пазом на образующей, концевая часть толкателя выполнена профилированной по форме паза детали и расположена ниже ее центра тяжести.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидс J с-яьство
№ 364413, кл. В 23 С) 7/08, 1973.
2.Малов А.Н. Автоматическая загрузка металлорежущих станков , М., 1955, ф. 140.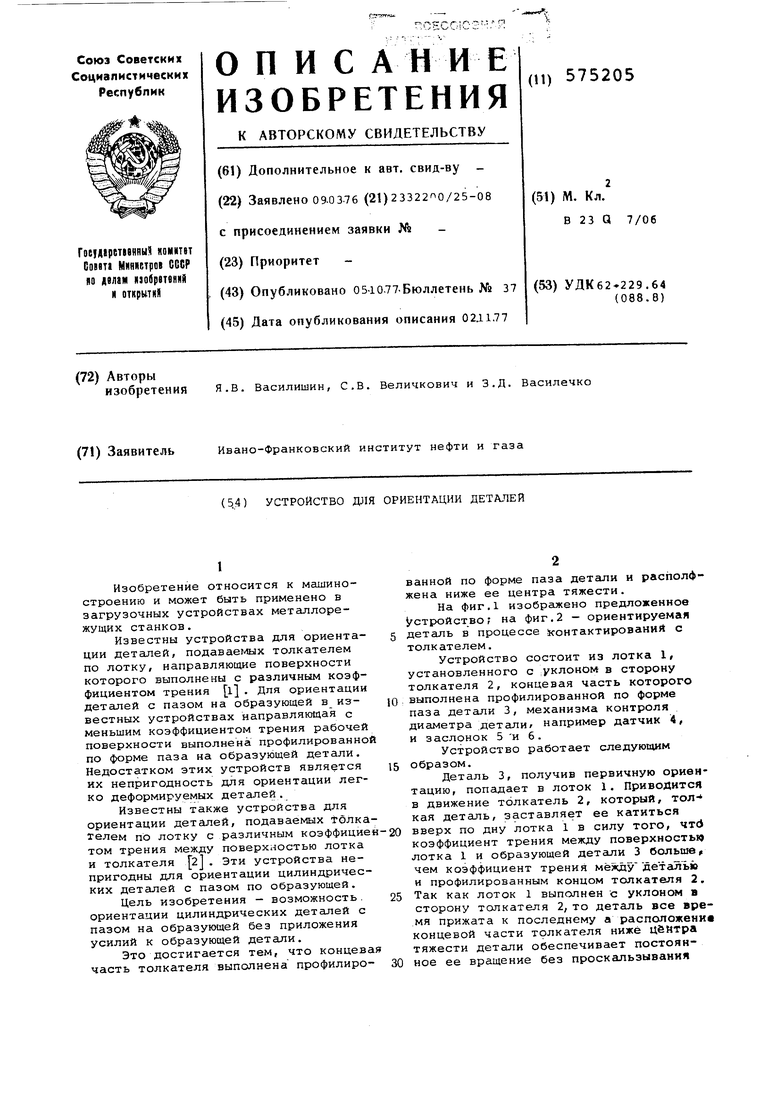
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU781019A1 |
| Устройство для ориентации цилиндрических деталей с пазмом на образующей | 1974 |
|
SU484970A1 |
| Ориентирующее устройство | 1984 |
|
SU1214387A1 |
| Устройство для ориентированной подачи деталей | 1983 |
|
SU1184645A1 |
| Устройство для ориентированной подачи деталей,преимущественно контактов П-образной формы и гаек,в установках для сборки | 1985 |
|
SU1262757A1 |
| Ориентирующее устройство | 1980 |
|
SU918015A1 |
| Устройство для ориентации деталей | 1980 |
|
SU933551A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для ориентации цилиндрических деталей с кольцевой проточкой | 1990 |
|
SU1756107A2 |
