В технологическом процессе изготовления дисковых резцов с несколькими пластинками твердого сплава уже применялись операции шлифования и доводки профиля резцов по окружности. Однако при этом получались неудачные результаты, выражавшиеся в выкрашивании и завале режущих кромок пластин. Согласно изобретению, этот недостаток устраняется таким путем, что шлифование и доводку профиля производят до выборки в теле резца выемок, обнажающих режущую грань пластинок и служащих для выхода стружки.
Это мероприятие обеспечивает получение точного профиля резца и повышение его стойкости.
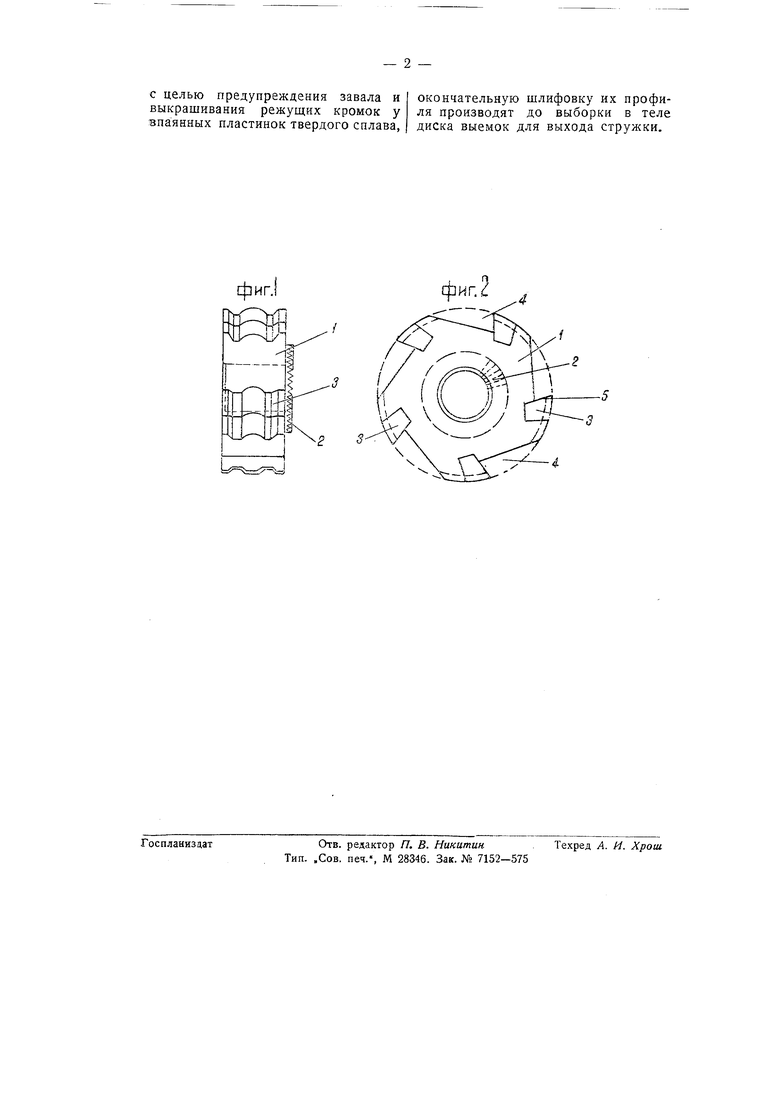
На чертеже фиг. 1 изображает боковой вид резца и фиг. 2-вид его спереди.
Тело / резца изготовляется в виде диска требуемого профиля с пазами для пластинок 5 из твердого сплава. С одной стороны тело резца может иметь кольцевой выступ с насечкой 2 для более надежного скрепления с резцедержавкой. После того, как пластинки 5 твердого сплава укреплены в теле / резца, производят
шлифование и доводку окружности резца. Шлифование производят кругом, которому придают требуемый профиль, например, посредством фасонного металлического ролика, а доводку - металлическим роликом, шаржированным абразивом. В ряде случаев доводку производить не требуется.
После того, как профиль резца будет таким образом окончательно отшлифован, производят выборку в теле резца выемок 4, обнажающих режущую грань 5 пластинок 3 и служащих для выхода стружки.
Затем торцевой поверхностью шлифовального круга обрабатывают переднюю грань пластинок и, если требуется, производят их доводку. Режущие кромки при этом получаются без завалов и не выкрашиваются.
Предмет изобретения.
Способ изготовления дисковых резцов с несколькими режущими элементами, изготовленными из твердых сплавов, отличающийся тем, что.
с целью предупреждения завала и выкрашивания режущих кромок у впаянных пластинок твердого сплава,
окончательную шлифовку их профиля производят до выборки в теле диска выемок для выхода стружки.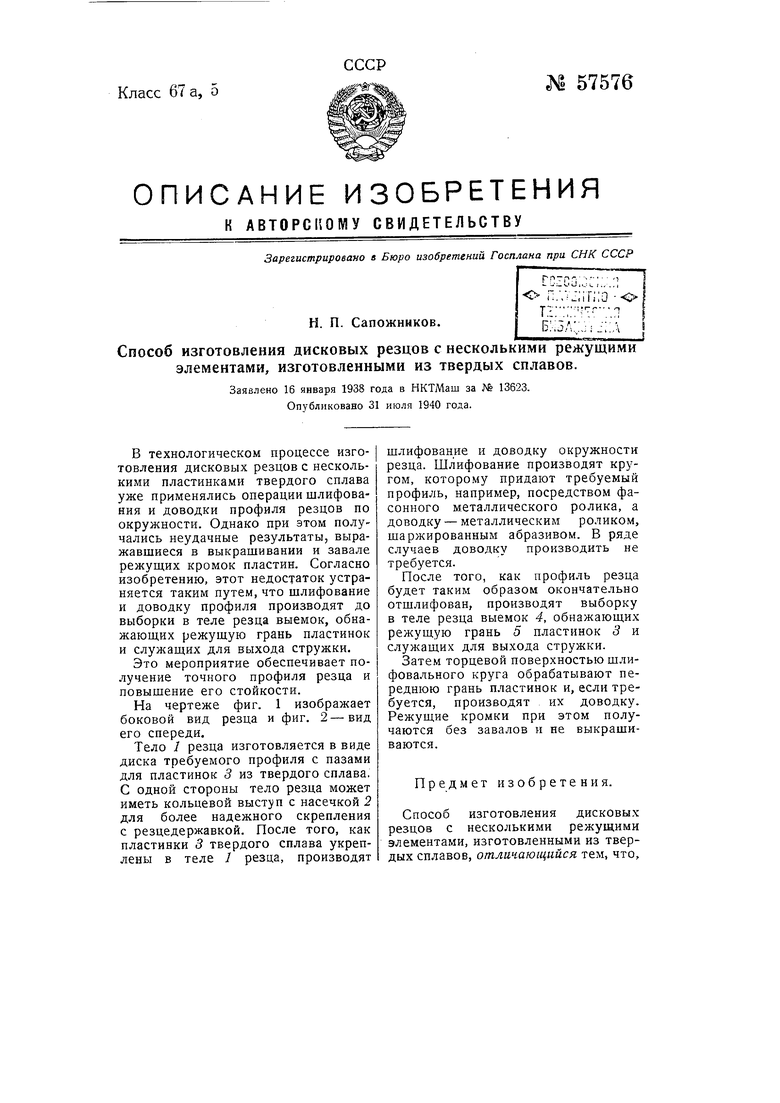
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| СТАНОК С ДВУМЯ ЧАШЕЧНЫМИ ШЛИФОВАЛЬНЫМИ КРУГАМИ РАЗНЫХ ХАРАКТЕРИСТИК ДЛЯ ЗАТОЧКИ РЕЗЦОВ С ПЛАСТИНКОЮ ТВЕРДОГО СПЛАВА | 1941 |
|
SU64655A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| Резцовая головка для сверления отверстий в стекле | 1960 |
|
SU139974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕННЫХ РЕЖУЩИХ ПЛАСТИН | 2012 |
|
RU2558305C2 |
3 I
2 3
