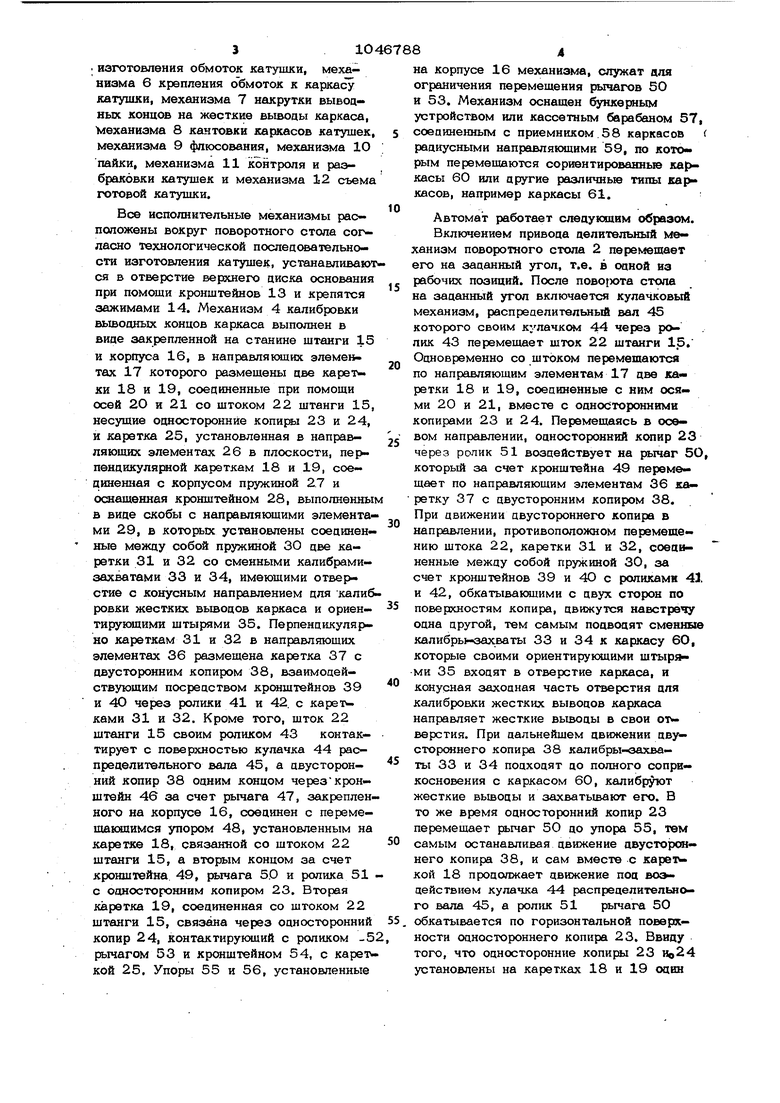
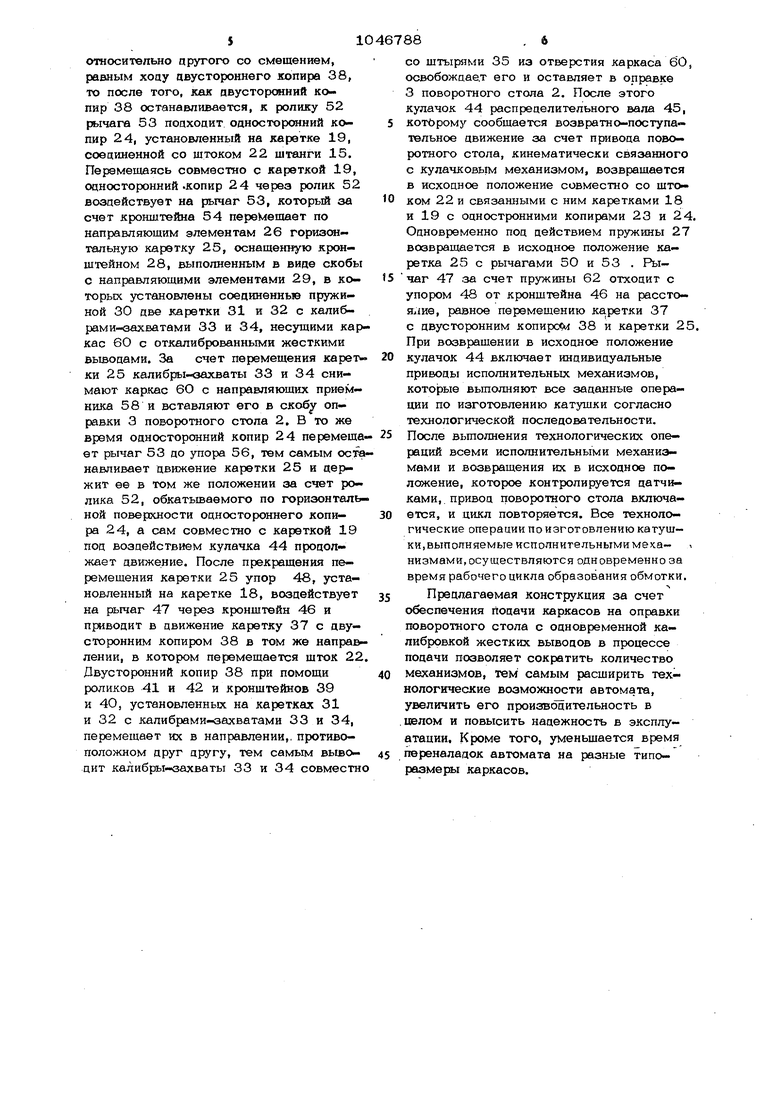
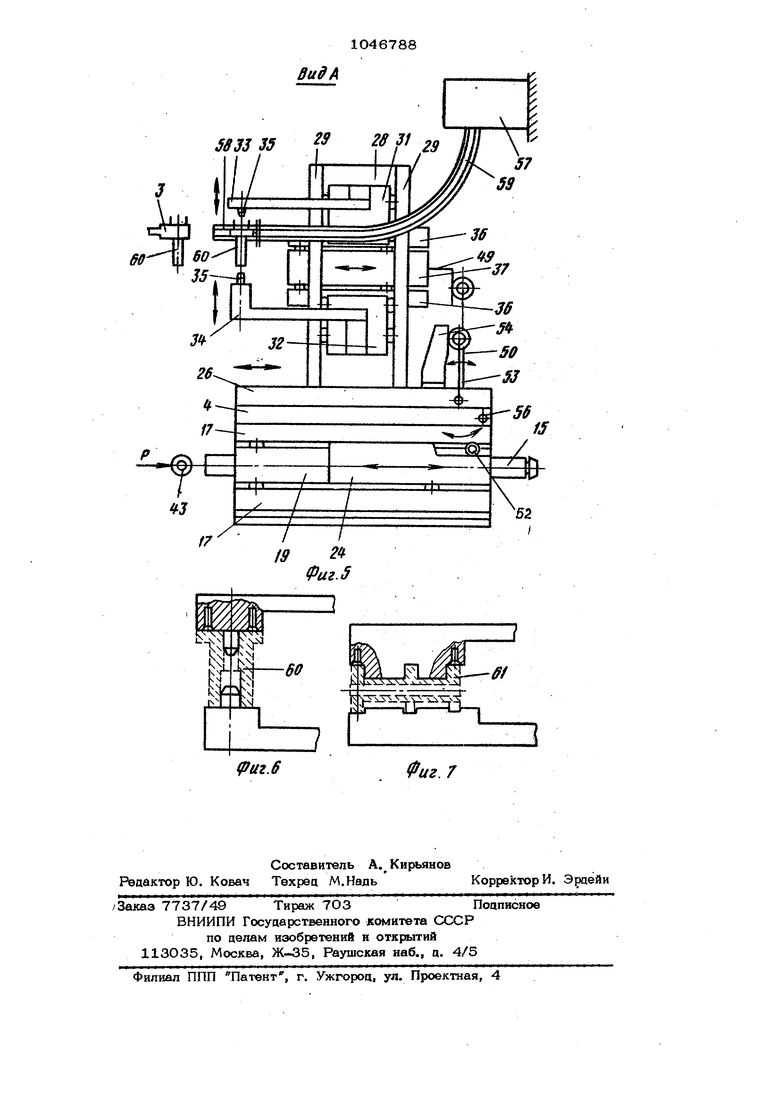
Изобретение относится к технологи- ческому оборудованию пля изготовления и связной аппаратуры, в частности электрических катушек, и может быт использовано в радиоэлектронной и электротехнической промышленности. Известен автомат для изготовления электрических катушек с поворотным сто лом, несущим на себе оправки для установки каркасов катушек, бункерное загрузочное устройство с ориентируюшей системой подачи каркасов с предварителы ной ручной калибров|4ой жесткиро- выводов каркаса i. Недостатками данного автомата явля- ются необходимость предварительной руч ной калибровки жестких вьшодов каркаса а также то, что загрузочное устройство обеспечивает подачу только одного типоразмери каркаса на оправки поворотного стола. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является автомат для изго- товпения электрических катушек, обеспечивающий калибровку жестких выводов каркаса, включакидий станину, поворотны стол с оправками для установки каркасов катушки, кулачковый механизм распределительного вала, намоточные головки для изготовления обмоток и механизм поцачи каркасов на оправки поворотного стола С2 3 . На известном автомате подача карка- са из бункерного устройства на оправки поворотного стола осуществляется с пре варительно калиброванными жесткими выводами, а при изменении типоразмера каркаса необходима замена механизма подачи каркаса и механизма калибровки жесткрос выводов каркаса. Таким образом, на указанных автоматах при изменении типоразмера каркаса необходимо заменить механизм подачи к каса катушки на оправку поворотаюго ст ла и механизм калибровки жестких выводов каркаса. Кроме того, калибровка жестких вьтодов каркаса осуществляется на отдельной позиции перед началом на- мотки катушки, что снижает возмож- ность по изготовлению катушки на различных видах каркасов, время изготовления катушек и приводит к необходимости оснащения автомата дополнительными механизмами подачи каркасов и калибровки жестких выводов. Перечислен ные недостатки увеличивают стоимость изготовления и металлоемкость автомата, снижают производительность. Цель изобретения - повьш1ение производительности. Указанная цель достигается тем, что автомат для изготовления электрических катушек, включающий стол, установленный на станине с возможностью поворота и несущий оправки для установки каркасов катушек со штырями, кулачковый распределительный вал, расположенный в столе, и намоточные головки, расположенные вокруг стола,и закрепленные на станине, снабжен механизмом калибровки выводных концов каркасов, выполненным в виде закрепленной на станине штанги со штоком, корпуса с направляющими элементами, установленного на штанге, двух кареток с односторонними копирами, установленных на направляющих элементах корпуса, каретки, установленной на направляющих элементах корпуса в плоокости, перпендикулярной плоскости установки двух кареток с односторонними копирами, и несушей две подпружиненные между собой каретки с калибрам«-захватами и кареткой с двухсторонним копиром, установленной.параллельно кареткам с односторонними копирами напротив кареток с калибрами-захватами, при этом односторонние копиры установлены один относительно другого со смещением, равным ходу двухстороннего копира, шток штанги одним концом кинематически связан с распределительным валом, а вторшгм - с каретками с односторонними копирами, а двухсторонние копиры - с каретками с калибрами-захватами. На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - механизм подачи каркасов на оправки поворотного стола; на фиг. 4 - то же, вид слева; на фиг. 5 - вид А на-фиг. 3; на фиг. 6 и 7 - сменные калибры-кзахваты для различных типов каркасов. Автомат для изготовления электрических катушек состоит из станины 1, на вертикальном валу которой установлен поворотный стол 2 со сменными оправками 3, служащими для установки каркасов катушек, причем в корпусе осно-вания расположен привод поворотного стола с делительным механизмом и механизмом управления приводами исполнительных механизмов с кулачковым механизмом распределительного вала, механизм 4 калибровки выводных ксжцов каркасов с кассетным или бункерным устройством, намоточных головок 5 для 310 , изготовления обмоток катушки, механизма 6 крепления обмоток к каркасу катушки, механизма 7 накрутки вывоцньк концов на жесткие вывоаы каркаса, механизма 8 кантовки каркасов катушек, механизма 9 флюсования, механизма 1О пайки, механизма 11 контроля и разбраковки катушек и механизма 12 съема готовой катушки. Все исполнительные механизмы расположены вокруг поворотного стола согласно технологической послецовательности изготовления катушек, устанавливают ся в отверстие верхнего диска основания при помоши кронштейнов 13 и крепятся зажимами 14. Механизм 4 калибровки выводных концов каркаса выполнен в виде закрепленной на станине штанги 15 и корпуса 16, в направляющих элементах 17 которого размешены две каретки 18 и 19, соединенные при помоши осей 20 и 21 со штоком 22 штанги 15, несущие односторонние копиры 23 и 24, и каретка 25, установленная в направляющих элементах 26 в плоскости, перпендикулярной кареткам 18 и 19, соединенная с корпусом пружиной 27 и оснащенная кронштейном 28, выполненны в виде скобы с направляющими элементами 29, в которых установлены соединенные между собой пружиной 30 две каретки 31 и 32 со сменными калибрамизахватами 33 и 34, имеющими отверстие с конусным направлением для калиб ровки жестких выводов каркаса и ориентирунлдими штырями 35. Перпенаикуля{ но кареткам 31 и 32 в направляющих элементах 36 размешена каретка 37 с двусторонним копиром 38, взаимодействующим посредством кронштейнов 39 и 40 через ролики 41 и 42. с карет ками 31 и 32. Кроме того, шток 22 штанги 15 своим роликом 43 контактирует с поверхностью кулачка 44 распределительного вала 45, а двусторонний копир 38 одним концом черезкронштейн 46 за счет рычага 47, закреплен ного на корпусе 16, соединен с перемещающимся упором 48, установленным на каретке 18, связанной со штоком 22 штанги 15, а вторым концом за счет кронштейна 49, рычага 5.0 и ролика 51 с односторонним копиром 23. Вторая каретка 19, соединенная со штоком 22 штанги 15, связана через односторонний копир 24, контактирующий с роликом -5 {ъгаагом 53 и кронштейном 54, с карекой 25. Упоры 55 и 56, установленные 8 на корпусе 16 механизма, служат для ограничения перемешения рычагов 50 и 53. Механизм оснащен бункерт1ым устройством или кассетным барабаном 57, соединенным с приемником 58 каркасов ( радиусными направляющими 59, по которым перемещаются сориентированные ка( касы 60 или другие различные типы каркасов, например каркасы 61. Автомат работает следующим образом. Включением привода целительный механизм поворотного стола 2 перемешает его на заданный угол, т.е. в одной из рабочих позиций. После пово1Х)та стола на заданный угол включается кулачковый механизм, распределительный вал 45 которого СБОИМ кулачком 44 через ролик 43 перемещает шток 22 штанги 15. Одновременно со штоком перемешаются по направляющим элементам 17 две каретки 18 и 19, соединенные с ним осями 20 и 21, вместе с односторонними копирами 23 и 24. Перемещаясь в осевом направлении, односторонний ксн1ир 23 через ролик 51 воздействует на рычаг 5О, который за счет кронштейна 49 перемешает по направляющим элементам 36 каретку 37 с двусторонним копиром 38. При движении двустороннего копира в направлении, противоположном перемещению штока 22, каретки 31 и 32, соединенные между собой пружиной 30, за счет кронштейнов 39 и 4О с роликами 41 и 42, обкатывающими с двух сторон по поверхностям копира, движутся навстречу одна другой, тем самым подводят сменные калибры-захваты 33 и 34 к каркасу 6О, которые своими ориентирукхцими 35 входят в отверстие каркаса, и конусная заходная часть отверстия для калибровки жестких выводов каркаса направляет жесткие выводы в свои отверстия. При дальнейшем движении дву- сторсшнего копира 38 калибры-захваты 33 и 34 подходят до полного соприкосновения с каркасом 60, калибруют жесткие выводы и захватывают его. В то же время односторонний копир 23 перемещает рычаг 50 до упора 55, тем самым останавливая движение двусто хш- него копира 38, и сам вместе с карет кон 18 продолжает движение под воздействием кулачка 44 распределительного вала 45, а ролик 51 рычага 50 обкатывается по горизонтальной поверкности одностороннего копира 23. Ввиду того, что односторонние копиры 23 Ио24 установлены на каретках 18 и 19 один
отаосительно другого со смещением, равным хоау авустороннего копира 38, то после того, как двусторонний копир 38 останавливается, к ролику 52 рычага 53 подходит односторонний копир 24, установленный на каретке 19, соединенной со штоком 22 штанги 15. Перемещаясь совместно с кареткой 19, односторонний-копир 24 через ролик 52 воздействует на рьгчаг 53, который за счет кронштейна 54 перемешает по направляющим элементам 26 горизонтальную каретку 25, оснащенную кронштейном 28, выполненным в виде скобы с направляющими элементами 29, в которых установлены соединенные пружиной 30 две каретки 31 и 32 с калибрами-захватами 33 и 34, несущими каркас 60 с откалиброванными жесткими выводами. За счет перемещения каретки 25 калибры-оахваты 33 и 34 снимают каркас 6О с направляющих приемника 58 и вставляют его в скоб оправки 3 поворотного стола 2, В то же время односторонний копир 24 перемеща ет рычаг 53 до упора 56, тем самым останавливает движение каретки 25 и держит ее в том же положении за счет ролика 52, обкатьшаемого по горизонтальной поверхности одностороннего копира 24, а сам совместно с кареткой 19 под воздействием кулачка 44 продолжает движение. После прекращения перемещения каретки 25 упор 48, установленный на каретке 18, воздействует на рьгчаг 47 через кронштейн 46 и приводит в движение каретку 37 с двусторонним копиром 38 в том же направлении, в котором перемещается щток 22 Двусторонний копир 38 при помощи
роликов 41 и 42 и кронштейнов 39 и 40, установленных на каретках 31 и 32 с калибрами-оахватами 33 и 34, перемещает их в направлении,, противоположном друг другу, тем самым вывоцит калибры-захваты 33 и 34 совместн
со штырями 35 из отверстия каркаса 60 освобождает его и оставляет в оправке 3 поворотного стола 2. После этого кулачок 44 распределительного вала 45, которому сообщается возвратно-поступательное движение за счет привода поворотного стола, кинематически связанного с кулачковы м механизмом, возвращается в исходное положение совместно со штоком 22 и связанными с ним каретками 18 и 19 с одностронними копирами 23 к 24 Одновременно под действием пружины 27 возвращается в исходное положение каретка 25 с рычагами 50 и 53 . Ры чаг 47 за счет пружины 62 отходит с упором 48 от кронштейна 46 на расстояние, равное перемещению каретки 37 с двусторонним копире 38 и каретки 2 При возвращении в исходное положение кулачок 44 включает индивидуальные приводы исполнительных механизмов, кото|рые выполняют все заданные операции по изготовлению катушки согласно технологической последовательности. После вьшолнения технологических операций всеми исполнительными механизмами и возвращения их в исходное положение, которое контрюлируется датчиками, привод поворотного стола включается, и цикл повторяется. Все технологические операции по изготовлению катущки,выполняемые исполнительнымимека- низмами,осуществляются одновременно за время рабочего цикла образования обмотки.
Предлагаемая конструкция за счет обеспечения Подачи каркасов на оправки поворотаого стола с одновременной калибровкой жестких выводов в процессе подачи позволяет сократить количество механизмов, тем самым расширить технологические возмохсности автомата, увеличить его производительность в
.целом и повысить надежность в эксплуатации. Кроме того, уменьшается время переналадок автомата на разные типоразмеры каркасов.
Ni
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Автомат для изготовления электрических катушек | 1980 |
|
SU888228A2 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU736189A2 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Автомат для изготовления электрических катушек | 1985 |
|
SU1359809A1 |
| Автомат для изготовления электрических катушек | 1975 |
|
SU576616A2 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |



АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КАТУШЕК, включающий стол, установленный на станине с возможностью поворота и несущий оправки для установки каркасов катушек со штырями, кулачковый распределительный вал, расположенный в столе, и намоточные тхшовки, расположенные вокруг стола и закрепленные на станине, отличающийся тем, что, с целью повышения производительности, он снабжен механизмом калибровки штырей каркасов. выполненным в виде закрепленной на ста-, нине штанги со штоком, кортуса с неправ ляющими элементами, установленного на штанге, двух кареток с односторонними копирами, установленных на направляюшшс элементах корпуса, каретки, установлеяHoit на направляющих элементах корпуса в плоскости, перпендик лярн Л шюскоств установки двух кареток с односторонними копирами, и несушей две подпружиненные межцу собой каретки с калибрами-захватами и кареткой с двухсторонним копиром, установленной параллельно кареткам с односторонними копирами напротив кареток с калибрами-оахватами, при этом i односторонние копиры установлены один относительно другого со смешением, р&в(П ным ходу двухстороннего копира, шток штанги одним концом кинематически связан с распределительным валом, а вторый - с каретками с односторонними копирами, а двухсторонние - с Kapeiw ками с калибрами-захватами. 4 Од 00 00
Й J K3
ВидА
4fJ
17
(риг.6
fftuz.r
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
