Для измерения среднего диаметра внутренней резьбы применяются приборы с мерительными наконечником шарообразной формы, причем средний диаметр резьбы получается как функция расстояния между двумя диаметрально противоположными лоложенияMHi наконечника в измеряемом кольце и диаметра шариков.
Согласно изобретению, в качестве второй |функцШ1, определяющей средний диаметтр, принимают не диаметр шариков, а расстояние между плоскостями, .проходящими через точки касания шариков к сторонам резьбы. При этом &ЛЯ оПределения этого расстояния применяется калибр, составной из отдельных лластин, снабженных 1на одном конце профилем резьбы, подлежащей измерению, а. на другом - торцовой плоскостью. Пластины набраны в два отдельных блока, при раздвигании которых по разъему профиля резьбы 1определяют ее средний диаметр величиной раздвигания блоков.
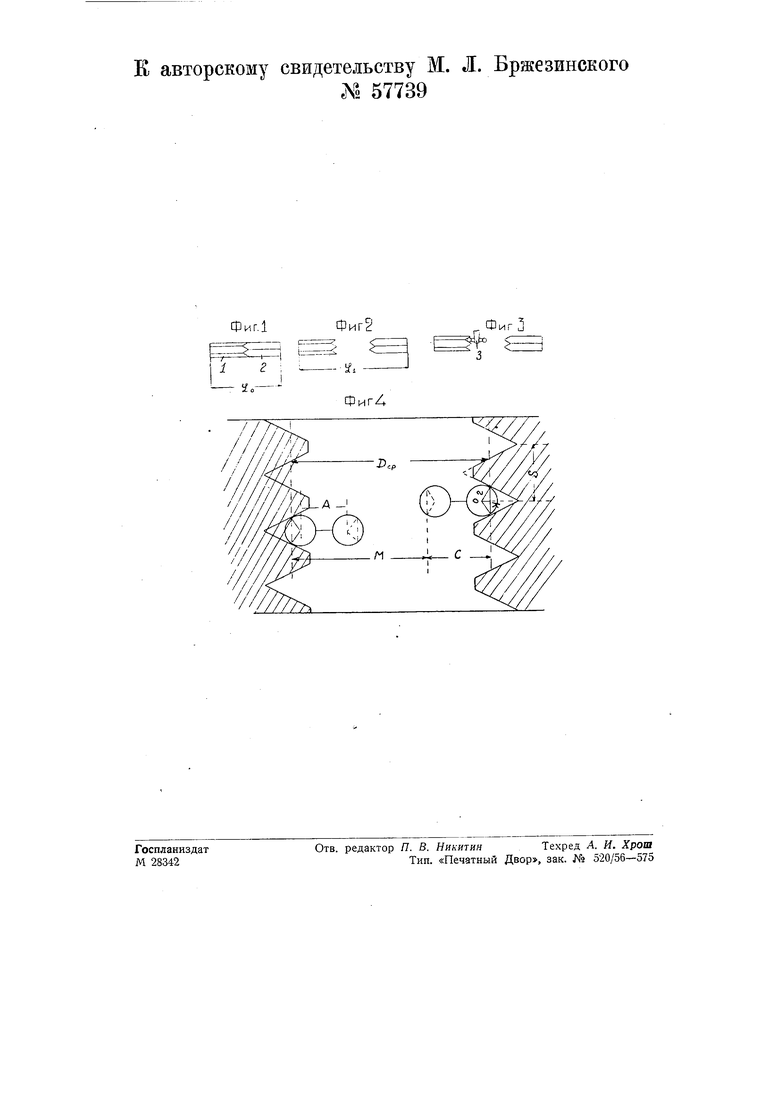
На чертеже пояснен предлагаемый способ, причем фиг. 1 показывает применяемый для этого калибр (в сомкнутом состоянии; фиг. 2 - в раздвинутом; фиг. 3 - то же, что и фиг. 2, но со введенной между блоками калмбра измерительной ножкой; фиг. 4 - схему измеряемой резьбы с шариками измерительной ножки в двух крайних положениях.
Если обозначить буквой Dcp - средний диаметр внутренней резьбы, который требуется определить, М - расстояние, на которое необходимо переместить измерительный наконечник с двумя шариками, d - диаметр каждого из них, А -расстояние между центрами шариков, S - шаг резьбы, и а - угол профиля резьбы, то зная величины d Л, S и а и определив измерением величину М, можно найти значение D ср по формуле.
Dep + -V-T tg| +
sin-gОднако определение размеров А и d с высокой точностью вследствие сложной формы измерительной ножки практически трудно выполнимо.
Согласно изобретению, задача рещается гораздо проще, если определить постоянную С для данной пары шариков, что можно сделать исходя из некоторого известного
Для определения постоянной С может служить уравнение C D-М.
Тогда искомое Dcp будет равно:
D, + C.
Для определения Docp применяется, как указано выше, калибр, составленный .из специально изготовленных отдельных пластин (фиг. 1-3). Пластииь{ эти снабжены на одном своем конце профилеМ резьбы, подлежащей измерению, а на другом - торцовой плоскостью.
Пластины собираются в два отдельных блока / и 2, причем ширина отдельных плиток и углы выдерживаются в процессе изготовления с возможной точностью.
Набранные в два блока пластинки в сомкнутом состоянии (фиг. 1) имеют длину LI,,
Весь собранный калибр помещается в специальную державку, в которой он при помощи микрометрического винта может раздвигаться, (причем один из блоков / закрепляется неподвижно, а другой - 2 может отодвигаться от первого.
Общая величина, на которую блоки / и 2 раздвигаются, обозначена ina фиг. 2 буквой L{.
Для определения постоянной С для данной пары шариков на конце измерительной ножки 3 (фиг. 3), их .ВВОДЯТ во впадины калибра, раздвинуто. - Z)ocp, и
i,
. го на величину
определяют по щкале величину перемещения ножки от положения коптакта с 4 1евым блоком до контакта с правым блокам (фиг. 4).
Эта величина зависит от расстояния -между шариками и их диаметро::у и, как видно из фиг. 4, равна М.
Зная М и Dof.p можно получить величину постоянной из уравнения:
C Z)ocp -Ж.
После того как определена эта постоянная, можно производить измерение среднего диаметра внутренней резьбы. Для этого шарики вводятся в измеряемую резьбу до контакта с левой и затем с правой стороной ее, и таким образом измеряется М.
Величина определяется тогда как сумма измеренной величины М и постоянной прибора С, определенной на калибре.
Предмет изобретения.
1.Способ измерения среднего диаметра внутренней резьбы при помощи мерительного наконечника шарообразной формы в функции расстояния между двумя диаметрально противоположными его положениями в измеряемом кольце, отличающийся тем, что в качестве второй функции, определяющей средний диаметр, принимают расстояние между плоскостями, проходящими через точки касания шариков к сторонам резьбы.
2.Для выполнения способа измерения по п. I с целью определения расстояния между плоскостями, проходящими через точки касания щариков наконечника с сторонами резьбы, применение калибра, составного из отдельных пластик, снабженных на одном конце профилем резьбы, подлежащей .измерению, на другом - торцовой плоскостью, жаковые пластины набраны в два отдельных блока, при раздвигании которых по разъему профиля резьбы определяют ее средний диаметр, величиной раздвигания блоков. к авторскому свидетельству М. № 57739 Л. Бржезинского

Фиг.1Фиг2
1 г ;
- а о
Фиг 3
Фиг4
