(54) СТАНОК ДЛЯ ОБРАБОТКИ ГЛУХИХ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Роторный полуавтомат | 1990 |
|
SU1776220A3 |
| Станок для притирки глухих отверстий | 1976 |
|
SU715306A1 |
| Установочная каретка для центрирования и зажима грифов музыкальных инструментов | 1985 |
|
SU1276492A1 |
| Устройство автоматической смены инструмента | 1981 |
|
SU1007907A1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |

1
Изобретение относится к станкостроению.
Известен станок для обработки глухих отверстий, содержащий шпиндельную головку и приспособлениедля закрепления детали с приводом 1.
В известном станке из-за значительных динамических нагрузок, связанных со сложностью и значительным весом механизмов, перемещающихся со шпиндельной бабкой, ограничена производительность.
. Цель изобретения - повышение производительности обработки.
.Указанн-ая цель достигаетсй тем, что привод снабжен двуплечим рычагом и подпружиненным толкателем, а приспособление для закрепления детали выполнено в виде корпуса с фигурным пазом, неподвижной в вертикальном направлении плиты с подпружиненйым рычагом и подвижной нижней плиты с базовыми гнездами и пальцем, при этом двуплечий рычаг установлен с возможностью взаимодействия со шпиндельной головкой посредством толкателя и нижней плитой в вертикальном направлении, а плиты установлены с возможностью совместного поворота в пределах зазора между указанным пальцем и фигурным пазом.
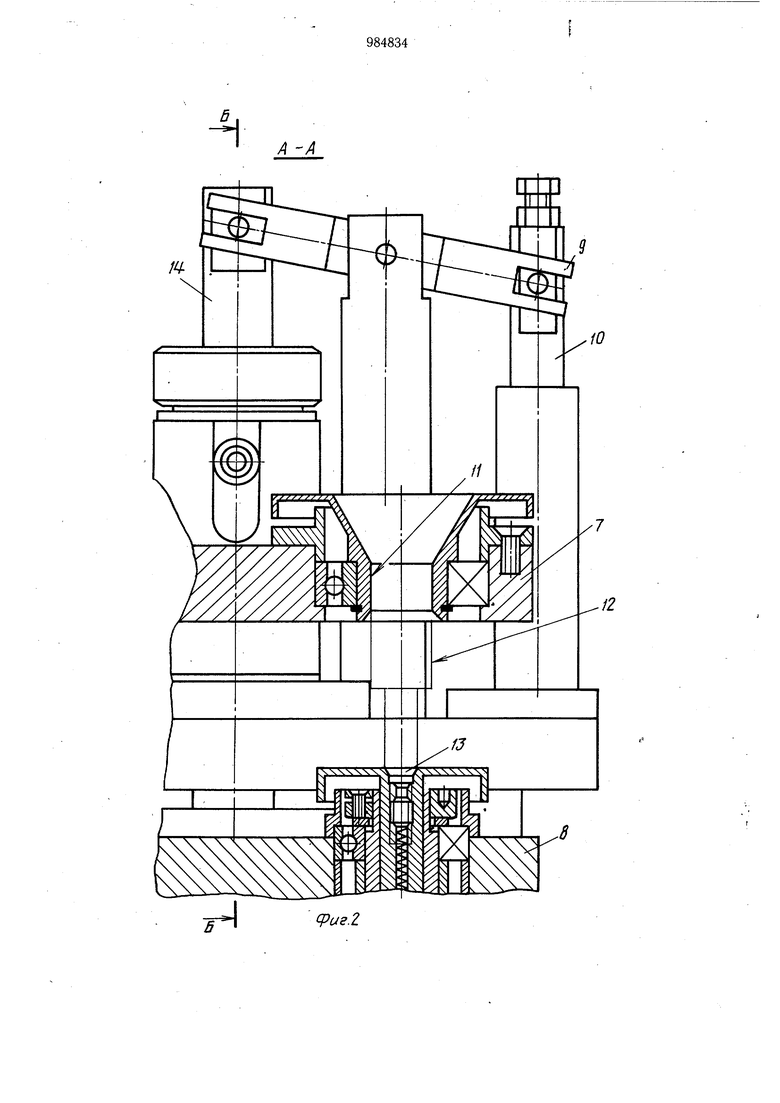
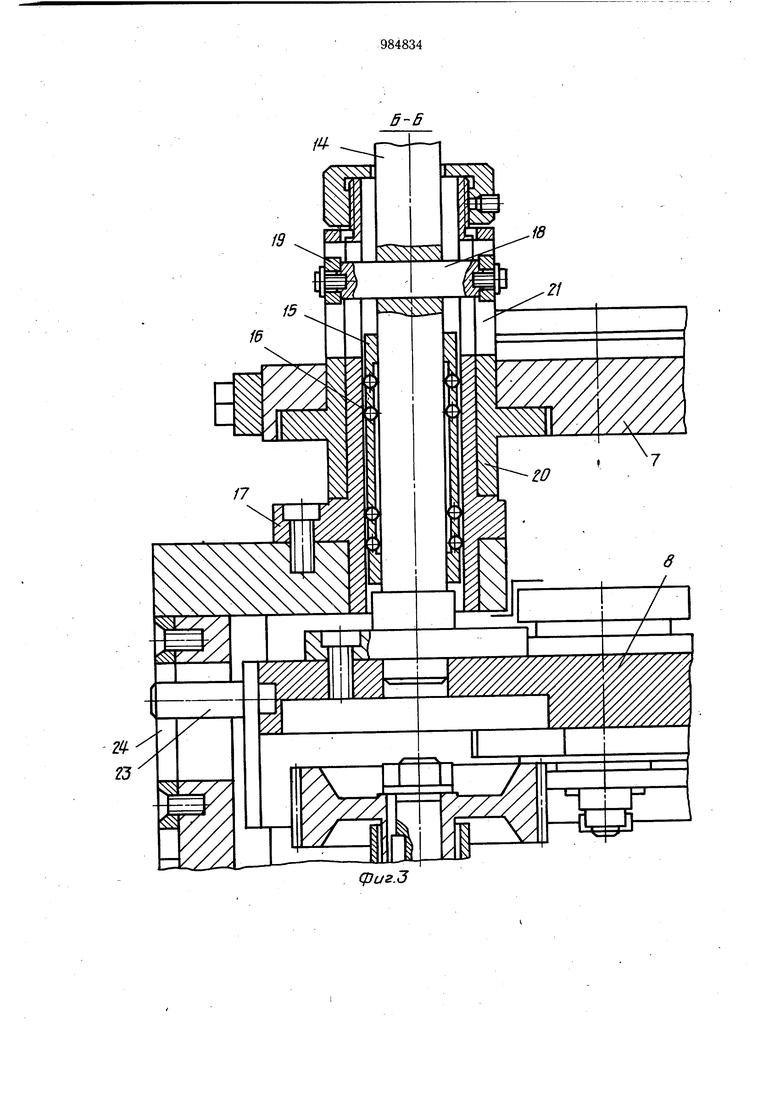
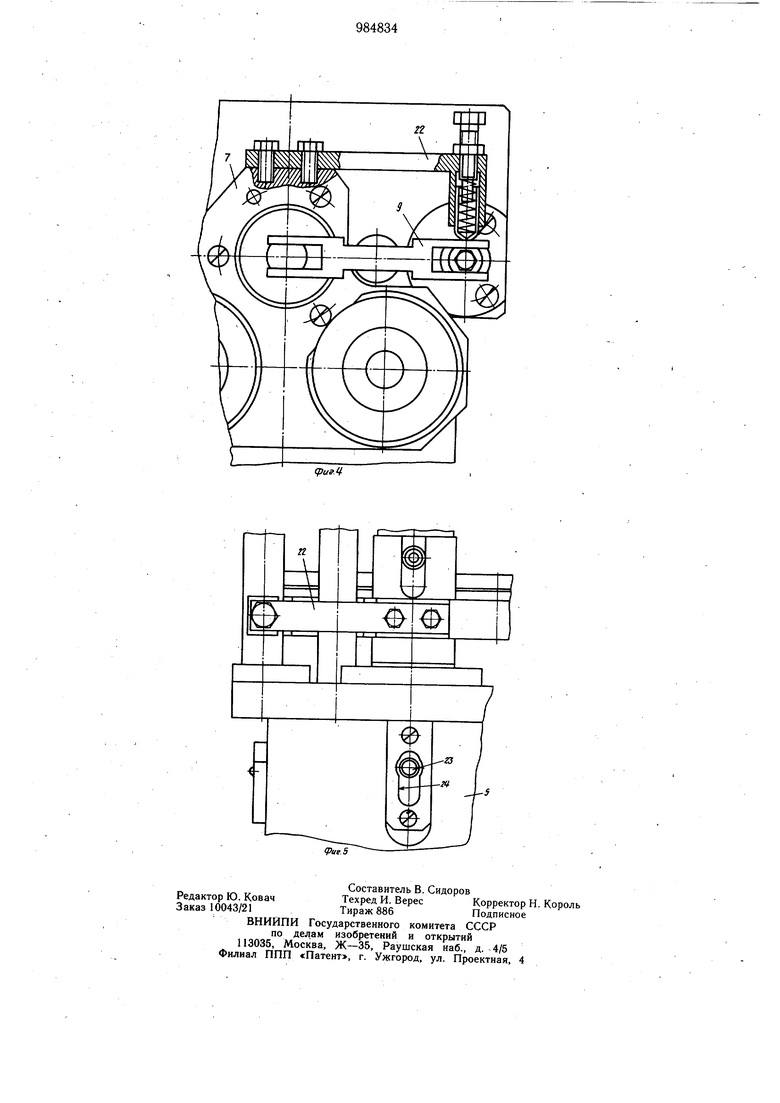
На фиг. I изображен предлагаемый станок, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - приспособление для установки детали, вид сверху; на фиг. 5 - 5 то же, вид сзади.
Станок для обработки глухих отверстий содержит колонну 1 со шпиндельной головкой 2. На щпиндельной головке 2 закреплен упор 3, на станине 4 закреплен корпус 5 10 приспособления для базирования заготовок, а также транспортный стол 6 с гнездами для установки заготовок в планшайбе.
Приспособление содержит верхнюю 7 и нижнюю 8 тглиты, двуплечий рычаг 9 и подпружиненный толкатель 10.
Верхняя плита 7 имеет отверстия 11 для ввода обрабатываемой детали 12, а нижняя подпружиненная - базовые гнезда 13.
Двуплечий рычаг 9 связан через стойку 14 с плитой 8 и подпружиненным толкателем 10. Стойка 14 связана через сепаратор 15 и шарики 16 с втулкой 17, закрепленной на корпусе 5. В стойке 14 установлен штифт 18 с сухарем 19. На втулке 17 помещена втулка 20 с пазами 21. Сухари 19 взаимодействуют с пазами 21. На плите 7 закреплен подпружиненный рычаг 22, а на нижней - палец 23. Корпус 5 имеет фигурный паз 24, в котором расположен палец 23. Источником движения является двигатель 25, вращающий кулак 26. Инструмент 27 установлен в головке 2.
Станок работает следующим образом.
В гнезда транспортного стола б устанавливают обрабатываемые детали 12, после чего включают двигатель 25, который вращает кулак 26, задающий цикл работы .станка, при этом происходит поворот стола 6.
При опускании шпиндельной головки 2 вниз установленный на ней упор 3 перемещает подпружиненный толкатель 10 и через двуплечий рычаг 9 перемещает стойку 14 и прикрепленную к ней плиту 8 вверх вместе с обрабатываемой деталью 12, нижний конец которой установлен в гнезде 13.
В этом случае верхняя цилиндрическая часть обрабатываемой детали 12 входит в отверстие 11 верхней плиты 7, а палец 23, закрепленный к плите 8, перемещаясь по профильному пазу 24, входит в расширеннук) часть последнего, в результате чего подпружиненный рычаг 22 осуществляет некоторый разворот плит 7 и 8 вместе с установленной между ними обрабатываемой деталью 12, прижимая ее боковую обрабатываемую поверхность к инструменту (обрабатываемая деталь и инструмент вращаются навстречу друг другу и кроме бокового усилия прижима обеспечен осевой прижим конца инструмента к обрабатываемой поверхности при помощи подпружиненного гнезда 13).
Совместный разворот плит 7 и 8 от рычага 22 происходит следующим образом.
В плите 7 неподвижно установлена втулка 20 с пазами 21, в которых расположены сухари 19, размещенные на пальце 18, запрессованном в стойку 14.
Стойка 14 прикреплена к плите 8. Когда палец 23 входит в расширенную часть паза 24, то рычаг 22 через плиту 7, втулку 20, сухари 19 и штифт 18 разворачивает стойку 14 и прикрепленную к ней плиту 8.
Формула изобретения
Станок для обработки глухих отверстий, содержащий шпиндельную головку и приспособление для закрепления детали с приводом, отличающийся тем, что, с целью повышения производительности обработки, привод снабжен двуплечим рычагом и под-, пружиненным толкателем, а приспособление для закрепления детали вьшолнено в виде установленной неподвижно в вертикальном
направлекии верхней плиты с подпружиненным рычагом и установленной неподвижно нижней плиты с базовыми гнездами и пальцем, при этом в корпусе приспособления выполнен фигурный паз, двуплечий рычаг установлен с возможностью взаимодействия
с нижней плитой и со шпиндельной головкой посредством толкателя, а плиты установлены с возможностью совместного поворота в пределах зазора между пальцем нижней плиты и фигурным пазом посредством подпружиненного рычага.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 300303, кл. В 24 В 33/02, 1968.
(ригЛ
А -А
W
qpus.z
10
риг.З
