1
Изобретение относится к области машиностроения и может быть использовано при накатывании винтовых поверхностей, например, на абразивных кругах, применяемых в процессах шлифования зубьев зубчатых колес аиразивным червяком.
известны зуоошлифовальные станки, на которых абразивные червяки изготовляются накатыванием дисковыми роликами с кольцевыми канавками, расположепными перпендикулярно отпосительно их оси. Для согласования вращательного и возвратно-поступательного движений накатного ролика и накатываемого абразивного крута существующие станки снабжены специальными кинематическими цепями правки круга 1.
Педостатко.м указанных станков является сложность кинематической цепи.
Наиболее близким решением из известных является устройство для накатывания винтовых поверхностей на круглых заготовках однозаходным роликом, приводимым во вращение от заготовки и подвижным в осевом направлении 2J.
Недостатком указанного устройства является то, что оно не обеспечивает необходимого осевого перемещения мастер-винта в момент захода его в ролики, что снижает качество прокатываемого профиля.
Целью нзобретспия является повышение качества накатываемого изделия путем обеспечения согласованного осевого перемещения накатного ролика и вращения заготовки.
Оказанная цель достигается тем, что устройство снаол.ено системой для согласования осевого перемещения и вращения накатного ролика, BbiiiojiiieHHOii в виде установленных в корпусе ДБ}х соосных шдроцилиндров, реверсивного золотника, неуправляемого дросселя, управляемого дросселя с электронно-следящим приводом, имеющим датчик давления, соединенных между собой трубопроводами, причем датчик давления соединен с трубопроводом, соединяющим неуправляемый и управляемый дроссели, а концы оси накатного ролика размещены герметично в гидроцилиндрах.
1 ако Бынолнеппе устройства нозволяет поддерживать согласованное осевое перемещеппе накатного ролика и вращение заготовки, что повышает точность накатываемого изделия.
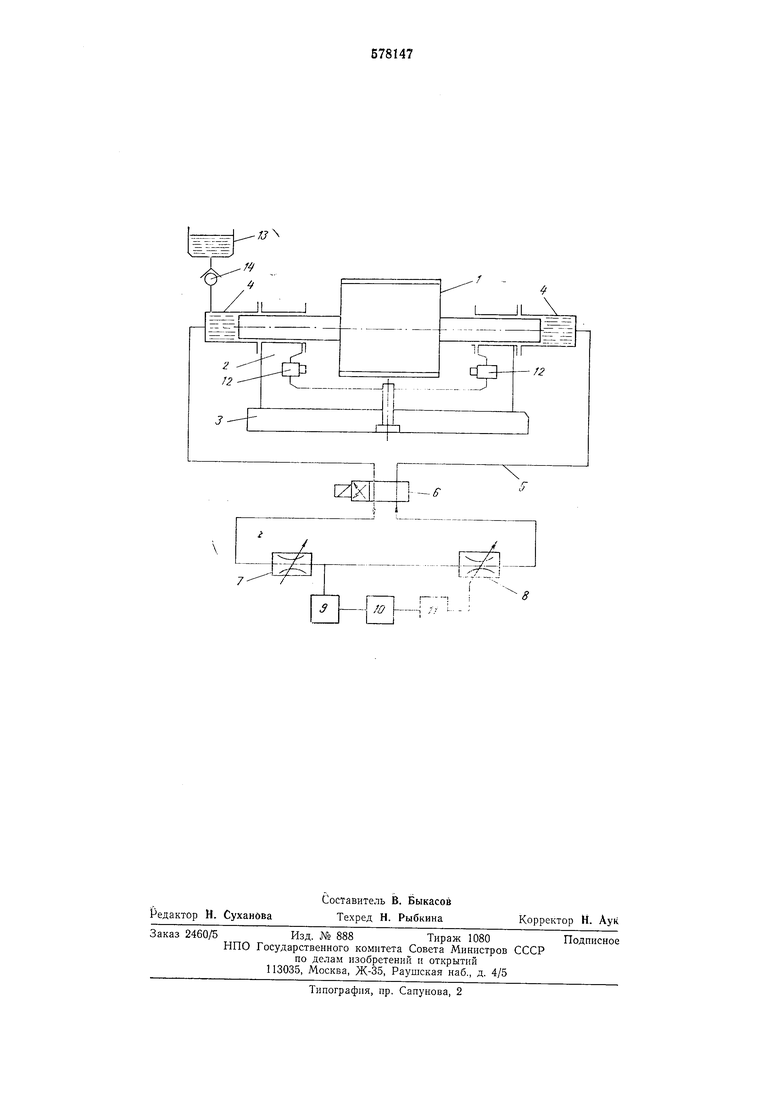
На чертеже представлена блок-схема предлагаемого устройства для накатывания винтовых поверхностей.
Устройство содержит накатной ролик 1, представляющий собой однозаходный червяк, геометрические параметры которого соответствуют параметрам накатываемой винтовой
поверхности, корпус 2, основание 3, гидросистему, состоящую из двух гидроцилиндров 4, полости которых сообщаются между собой через трубопровод 5, реверсивный золотник 6, неуправляемый дроссель 7 и управляемый дроссель 8. Следящая система, управляющая дросселем 8, содержит датчик 9 давления жидкости в трубопроводе между дросселями 7 и 8, электронный усилитель 10 с фазочув-ствительным каскадом усиления и электропривод И, кинематически (через зубчатую передачу) связанный с управляемым дросселем 8.
Для осуществления процесса накатывания корпус 2 устройства поворачивается в такое положение, прп котором оси ролика и накатываемой детали скрещиваются под определенным углом. В процессе накатывания ролик нриводится во вращение от обрабатываемой детали, например от абразивного круга, при этом перемещается вдоль своей оси. В конце хода в одну сторону срабатывает магнитоуправляемый контакт (геркон) 12. Направление вращения обрабатываемой детали, приводящей во вращение ролик, меняется на обратное, изменяется направление осевого перемещения и переключается золотник 6.
При наладке устройства дроссель 7 устанавливается так, чтобы в гидросистеме при осевом движении ролика давление вытесняемой жидкости было не выще нижнего порога чувствительности датчика 9 давления. Это обеспечивает быстродействие следящего привода дросселя 8.
При движении ролика с ускорением увеличивается давление вытесняемой жидкости и датчик 9 давления выдает сигнал электроприводу 11 повернуть дроссель 8 так, чтобы давление в трубопроводе, соединяющем дроссели 7 и 8, оставалось постояиньш, а возникающее при этом дополнительное противодавление вытеснению жидкости из гидроцилиндра превращает ускоренное движение ролика в равномерное.
Утечка жидкости через уплотнения в гидроцилиндрах 4 пополняется из емкости 13 через
обратный клапан 14 при движении ролика в обратном направлении (когда жидкость засасывается в цилиндр).
Реверсивный золотник 6 обеспечивает поток жидкости через дроссели 7 и 8 всегда в одном направлении независимо от направления осе вого движения ролика.
Использование изобретения позволит производить накатывание точных винтовых поверхностей на деталях больщого диа.метра без применения специальных кинематических цепей, применять универсальное металлорежущее оборудование и, таким образом, позволит расширить область применения этого высокопроизводительного процесса.
Формула изобретения
Устройство для накатывания винтовых поверхностей, содержащее установленный в корпусе на оси с возможностью вращения и осевого перемещения однозаходный накатный ролик, отличающееся тем, что, с целью повыщения точности накатываемых изделий, оно снабжено системой для согласования осевого перемещения и вращения накатного ролика, выполненной в виде установленных в корпусе двух соосных гидроцилиндров, реверсивного золотника, неуправляемого дросселя, управляемого дросселя с электронно-следящим приводом, имеющим датчик давления, соединенных между собой трубопроводами, причем датчик давления соединен с трубопроводом, соединяющим неуправляемый и управляемый дроссели, а концы оси накатного ролика размещены герметично в гидроцилиндрах.
Источники информации, принятые во внимание при экспертизе
1.Зорохович А. А. и Остров Н. М. Производство высокоскоростных зубчатых колес средних модулей. М., «Машиностроение, 1968.
2.Авторское свидетельство СССР ДЬ 216605, кл. В 21Н 3/00, 30.06.66.
/J
2 jfr/2
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы | 1977 |
|
SU703198A1 |
| Устройство для рифления прокатных валков | 1987 |
|
SU1494997A2 |
| Станок для накатывания шлицев | 1979 |
|
SU841751A1 |
| Регулятор скорости вращения | 1983 |
|
SU1116418A1 |
| Станнок для накатывания винтовых профилей | 1976 |
|
SU584950A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Установка для упрочнения дисковых колес | 1989 |
|
SU1772181A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К ПРОФИЛЕНАКАТНОМУ СТАНКУ | 2002 |
|
RU2240889C2 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |
iS
