1
Изобретение относится к области стаикостроения и может быть использовано для транспортирования деталей на поточных линиях.
Известны устройства аналогичного назначения, содержащие базовую плиту с размещенными на ней зажимными элементами в виде жесткого унора и поворотного рычага, а также механизм выгрузки деталей, снабженный выталкивателем 1.
Однако эти устройства имеют сложную конструкцию и малый диапазон длин закрепляемых деталей.-.:
Цель изобретения - упрощение механизма выгрузки деталей и ншрокий диапазон длин закрепляемых деталей.
Для этого в предлагаемом приснособлении-спутнике для транспортирования деталей в автоматических линиях выталкиватель установлен на новоротном рычаге, а на базовой плите установлен с возможностью поворота подпружиненный кронщтейн, несущий контактирующий с деталью толкатель и иоворачиваемый посредством указанного выталкивателя.
Кроме того, устройство снабжено дополнительным подпружиненным, подвижным в вертикальном направлении упором, размещенным между жестким упором и поворотным рычагом.
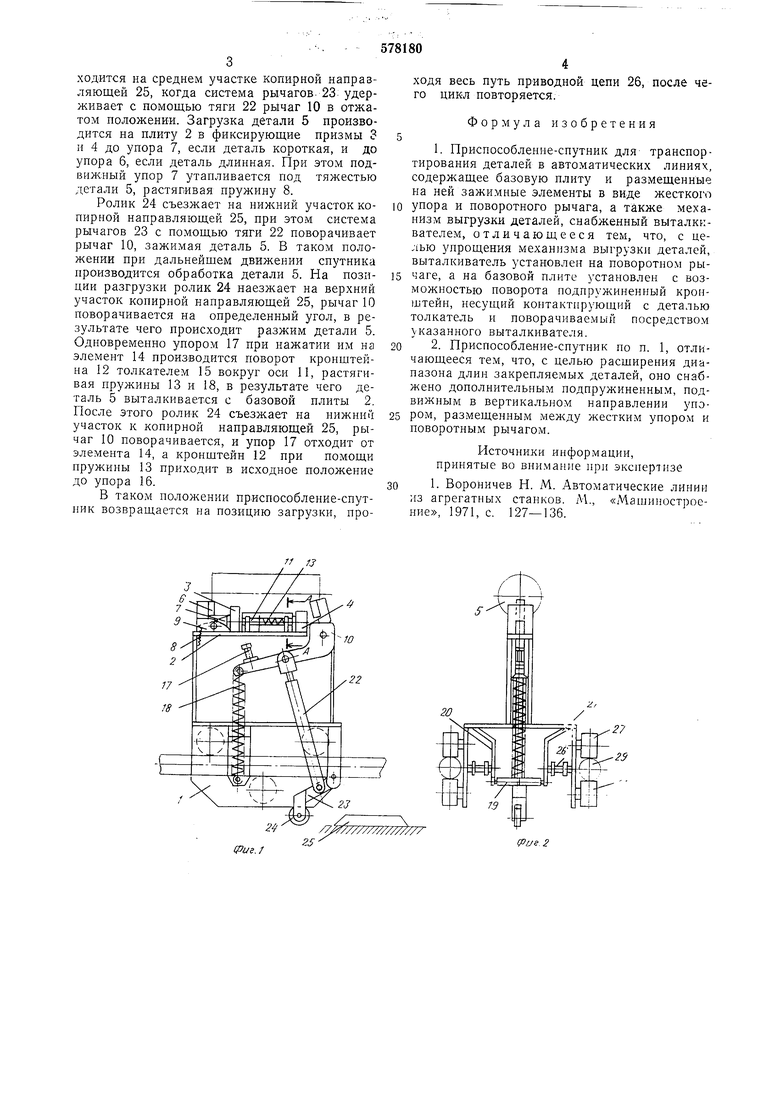
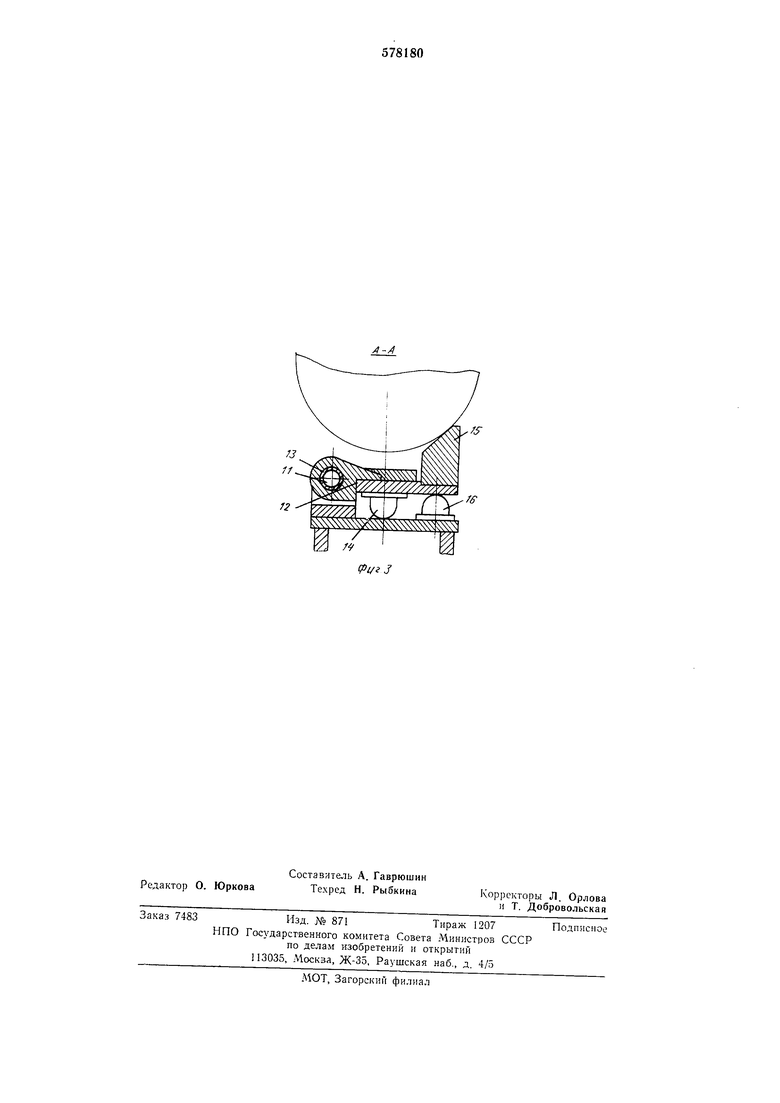
На фиг. 1 схемагичсски изображено предлагаемое устройство, вид спереди; на фиг. 2- то же, вид сбоку; иа фиг. 3 - разрез по А - А на фиг. 1.
Приспособление-спутник содержит платформу 1 с укрепленной на ней плитой 2, на ко горой установлены призмы 3 п 4 для фиксации детали 5, жесткий упор 6, нодвижиый упор 7 с пружиной 8, закрепленный в кронштейне 9, и поворотный рычаг 10. .Между призмами 3 и 4 закреплеп поворотный н i оси 11 кронштейн 12 с нружиной 13, С11абженный сферическим элементом 14 и толкателем 15 деталей, под которым установлен упор 16. На рычаге 10 неподвижно укреплен регулируемый упор 17 и пружина 18, другой конец которой соединен с осью 19. прикрепленной к кронпггейнам 20 н 2 платформы 1. Поворотный рычаг 10 соединен тягой 22 с закрепленной на нлатформе 1 системой рычагов 23, снабженной на конце роликом 24, взаимодействующнм с копирной направляю щей 25, расположенной на лнннн. Для передвижения спутника к платформе 1 нрисоединена приводная цень 26 и ролики 27 и 28, взаимодействующие с направляющпми линии 29.
Работает нриспособленне-епутник следующим образом.
На позиции загрузки деталей ролик 24 находится на среднем участке копирной направляющей 25, когда система рычагов. 23: удерживает с помощью тяги 22 рычаг 10 в отжатом положении. Загрузка детали 5 производится на плиту 2 в фиксирующие призмы 3 и 4 до упора 7, если деталь короткая, и до упора 6, если деталь длинная. При этом подвижный упор 7 утапливается под тяжестью детали 5, растягивая пружину 8.
Ролик 24 съезжает на нижний участок копирной направляющей 25, при этом система рычагов 23 с помощью тяги 22 поворачивает рычаг 10, зажимая деталь 5. В таком положении при дальнейщем движении спутника производится обработка детали 5. На позиции разгрузки ролик 24 наезжает на верхний участок копирной направляющей 25, рычаг 10 поворачивается на определенный угол, в результате чего происходит разжим детали 5. Одновременно упором 17 при нажатии им на элемент 14 производится поворот кронштейна 12 толкателем 15 вокруг оси 11, растягивая пружины 13 и 18, в результате чего деталь 5 выталкивается с базовой плиты 2. После этого ролик 24 съезжает на нижний участок к копирной направляющей 25, рычаг 10 поворачивается, и упор 17 отходит от элемента 14, а кронштейн 12 при помощи пружины 13 приходит в исходное положение до упора 16.
В таком положении приспособление-спутник возвращается на позицию загрузки, проодя весь путь приводной цепи 26, после чего цикл повторяется.
Формула изобретения
1. Приспособление-спутник для транспортирования деталей в автоматических линиях, содержащее базовую плиту и размещенные на ней зажимные элементы в виде жесткого
упора и поворотного рычага, а также механизм выгрузки деталей, снабженный выталкивателем, отличающееся тем, что, с целью упрощения механизма выгрузки деталей, выталкиватель установлен на поворотном рычаге, а на базовой плите установлен с возможностью поворота подпружиненный кронштейн, несущий контактирующий с деталью толкатель и поворачивае.мый посредством указанного выталкивателя.
2. Приспособление-спутник по п. 1, отличающееся тем, что, с целью расширения диапазона длин закрепляемых деталей, оно снабжено дополнительным подпружиненным, подвижным в вертикальном направлении упором, размещенным между жестким упором и поворотным рычагом.
Источники информации, принятые во внимание при экспертизе
1. Вороничев Н. М. Автоматические линии из агрегатных станков. М., « Нашиностроение, 1971, с. 127-136.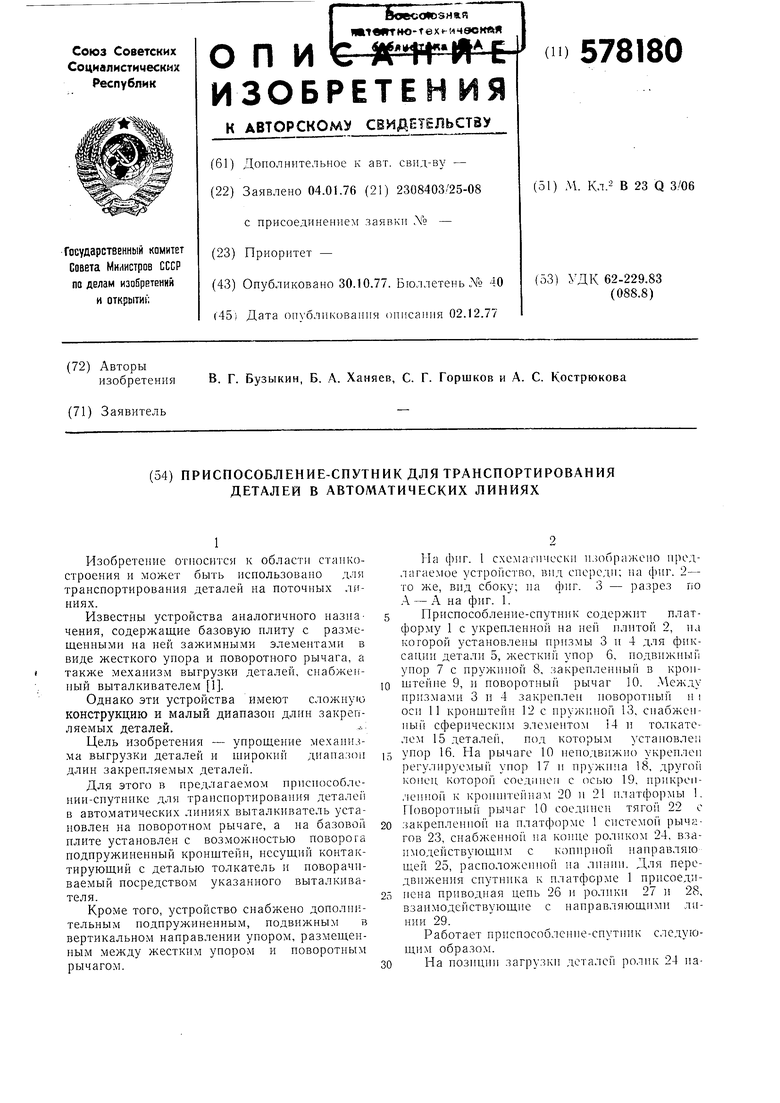
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Автоматизированный участок механической обработки деталей | 1986 |
|
SU1371871A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
tpus.
(pus. 2
