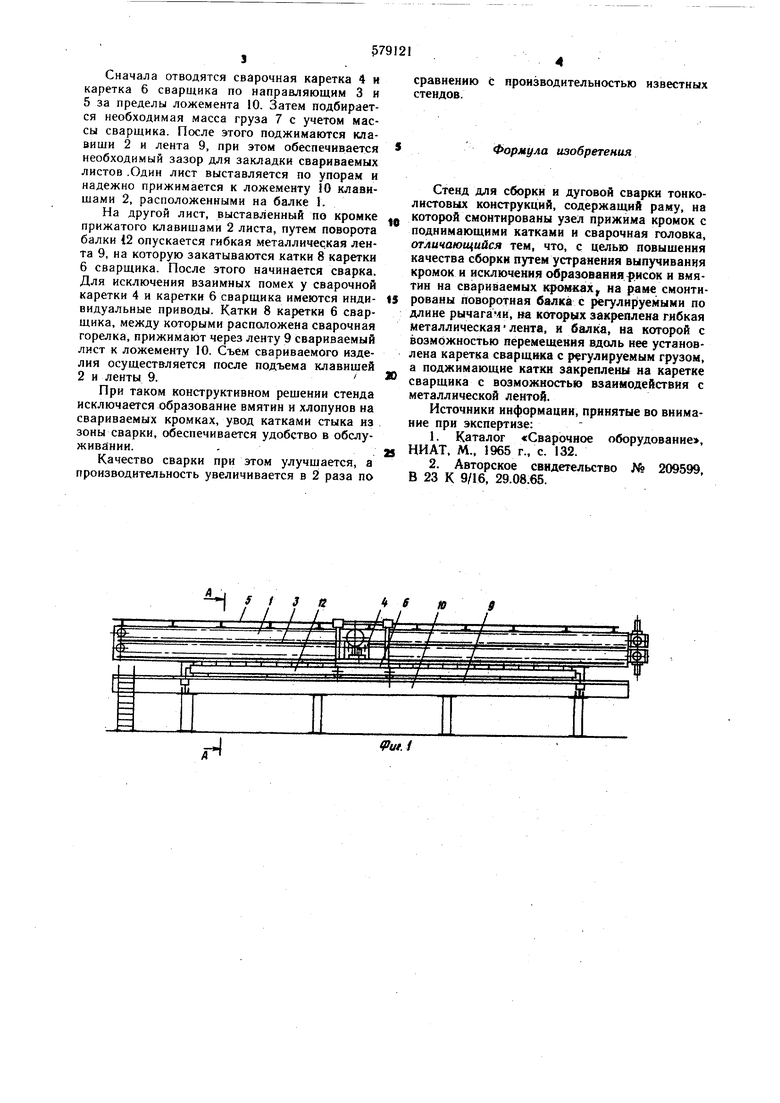
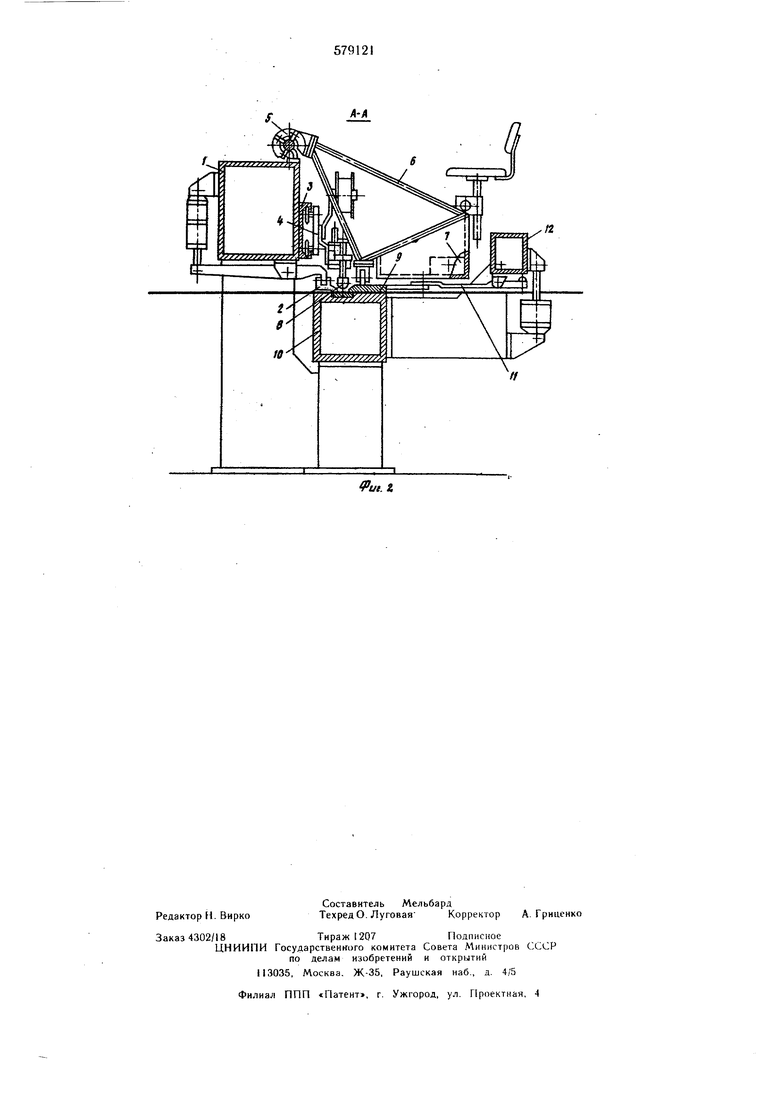
Сначала отводятся сварочная каретка 4 и каретка 6 сварщика по направляющим 3 и 5за пределы ложемента 10. Затем подбирается необходимая масса груза 7 с учетом массы сварщика. После этого поджимаются клавиши 2 и лента 9, при этом обеспечивается необходимый зазор для закладки свариваемых листов .Один лист выставляется по упорам и надежно прижимается к ложементу 10 клавишами 2, расположенными на балке 1. На другой лист, выставленный по кромке прижатого клавишами 2 листа, путем поворота балки {2 опускается гибкая металлическая лента 9, на которую закатываются катки 8 каретки 6сварщика. После этого начинается сварка. Для исключения взаимных помех у сварочной каретки 4 и каретки 6 сварщика имеются индивидуальные приводы. Катки 8 каретки 6 сварщика, между которыми расположена сварочная горелка, прижимают через ленту 9 свариваемый лист к ложементу 10. Съем свариваемого изделия осуществляется после подъема клавишей 2 и ленты 9. При таком конструктивном решении стенда исключается образование вмятин и хлопунов на свариваемых кромках, увод катками стыка нз зоны сварки, обеспечивается удобство в обслуживании.Качество сварки при этом улучшается, а производительность увеличнвается в 2 раза по сравнению с производительностью известных стендов. Формула изобретения Стенд для сборки и дуговой сварки тонколистовых конструкций, содержащий раму, на которой смонтированы узел прижима кромок с поднимающими катками и сварочная головка, отличающийся тем, что, с целью повышения качества сборки путем устранения выпучивания кромок и исключения образования и вмятин на свариваемых кромках на раме смонтированы поворотная балка с регулируемыми по длине рычагами, на которых закреплена гибкая Металлическая лента, и балка, на которой с возможностью перемещения вдоль иее установлена каретка сварщика с регулируемым грузом, а поджимающие катки закреплены на каретке сварщика с возможностью взаимодействия с металлической лентой. Источники информации, принятые во внимание при экспертизе:1.Каталог «Сварочное оборудование, НИ AT, М., 1965 г., с. 132. 2.Авторское свидетельство № 209599, В 23 К 9/16, 29.08.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
f f J / / / а /
//
