Изобретение относится к сварке, в частиости к приспособлениям для сборки и сварки продольного стыка обечаек цилиндрической и конической формы. Известен стенд для сборки продоль ного стыка обечаек, содержащий раму, на которой смонтированы суппорты с поворотными узлами зажима кромок обе чаек, охватывающими кромки стыка обе чайки по всей длине и перемещаеьелми в двух взаимно--перпендикулярных направлениях Llj . НёдЬстат| вм этого стенда является сложность конструкции и низкая производительность из-за необходимости множества настроечных операций, при этом стенд не пригоден для сборки конических обечаек. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является стенд для сборки ПРОДОЛЬНОГО стыка обечаек, с держащий раму, на которой смонтированы подвижные суппорты с узлами за жима кромок о 5ечайки, каждый узел зажима кромки обечайки выполнен в в де раздвижного консольного ложемен та с неподвижной я подвижной частями и закрепленными на них прижимными клавишами, при этом неподвижная часть закреплена на раме, а подвижная связана суппортами, на подвижной части ложемента и его клавише шарнирно установлены опорные планки, а на поверхности неподвижного ложемента установлены упоры для торца обечайки. Обечайка укладывается на неподвижную и подвижную части ложемента. Если левая кромка торца обечайки уходит от оператора, то обечайка прижимается к упору, расположенному ближе к станине, если наоборот, то обечайка прижимается к упору, расположенному на конце ложемента. При подаче воздуха в пневмоцилиндаы кромки обечайки прижимаются кложементдм, выбирается зазор вдоль стыка и йыравниваются торцовые кромки обечайки, затем проводится прихватка кромок сваркой р . Однако данный стенд не обеспечивает за одну установку сборку обечаек с технологическими пластинами у концов стыка, служащими началом и окончанием сварочного процесса, что снижает качество сварки и производительность.
Цель изобретения - повьаиение качества сварки путем обеспечения сборки под сварку обечаек с технологическими пластинами.
Эта цель достигается тем, что один из упоров для торца обечайки установлен с возможностью перемещения вдоль консольного ложемента, при этом в обоих упорах выполнены пазы для. технологических пластин и смонтированы подпружиненные торцовые фиксаторы и винтовые зажимы для технологических пластин обечайки.
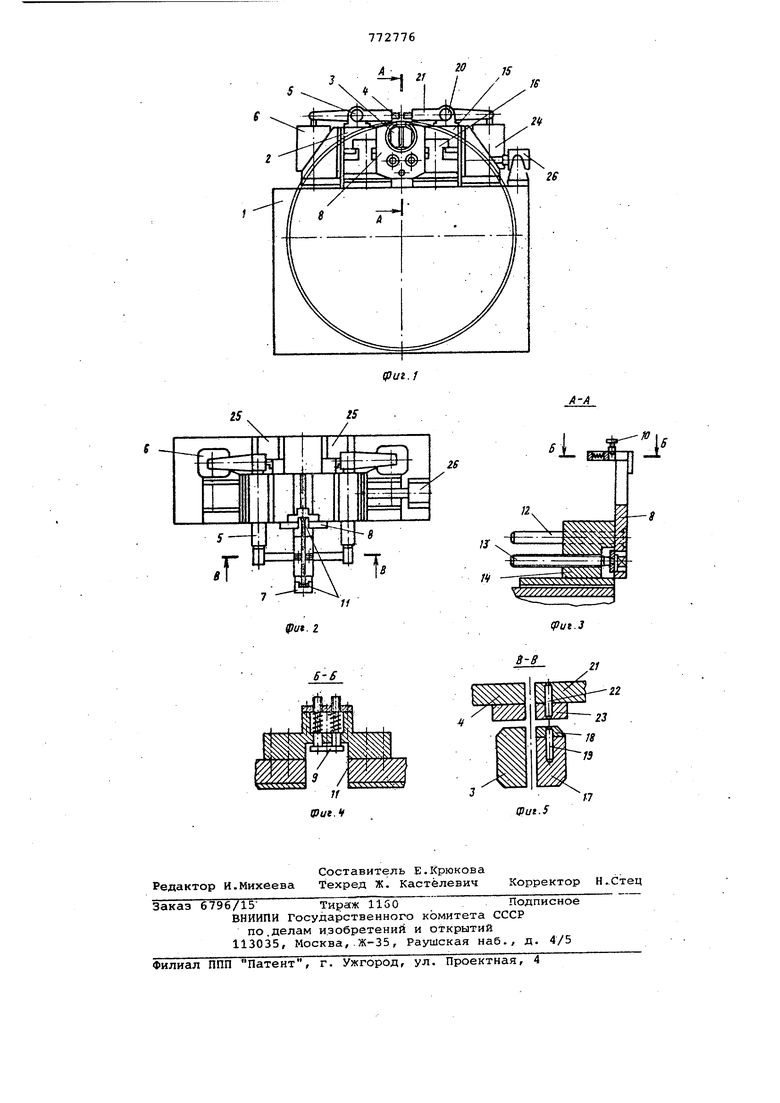
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 2.
На раме 1 закреплен продольный суппорт 2, на котором размещен ложемент 3 и прижимная клавиша 4, установленная на шарнире 5 и связанная с паевмоцилиндром 6. На опорной поверхности ложемента 3 i на раме 1 установлены упоры 7 и 8, в 1 оторых ра змещены подпружиненные горизонтальные фиксаторы 9 и винтовые вертикальные зажимы 10, настраиваемые на нужную толщину технологической пластины, под которую в упорах 7 и 8 выполнены пазы 11. Упор .8 при помощи сксшок 12, винта 13 и гайки 14 может перемещаться вдоль ложемента 3, параллельно которому на продольном 15 и поперечном 16 суппортах закреплен ложемент 17 с почоротно опорной планкой 18, установленной при помощи цилиндрического шарнира 19. Над ложементом 17 расположена поворот ная относительно оси 20 клавиша 21 с установленной на шарнире 22 планкой 23. Клавиша 21 связана с пневмоцилиндром 24. Продольные 2 и 15 и поперечный 16 суппорты перемещаются при помощи пневмоцилиндроп 25 и 26.
Длл контроля за усилием, при котором гарантируется сведение кромок, подводящая магистраль каждого пневмоцилиндра имеет пневмореле, автоматически обеспечивающее необходимую последовательность операций.
Стенд работает следующим образом. Подвижный упор 8 при помощи винта 13 настраивается на нужную длину обечайки, а винтовые вертикальные зажимы 10 выставляются на толщину технологической пластины. Затем технологические пластины укладываются в пазы 11 упоров 7 и 8, а обечайка - на ложементы 3 и 17 до соприкосновения ближайшего к оператору торца обечайки с технологической пласти.ной, прилегающая к ложементу 3 кромка обечайки выставляется параллельно ложементу 3. При подаче воздуха в пневмоцилиндры 6 и 24 кромки обечайки прижимаются к ложементам 3 и 17. После достижения нужного давления в пневмоцилиндрах 6 и 24, при котором гарантируется выравнивание кромок и надежное их прижатие к ложементам, подается воздух в пневмоцилиндры 25 и 26. В результате -перемещения кромок выбирается зазор вдоль стыка и выравниваются торцовые кромки обечайки. При сокращении расстояния между упорами 7 и 8 технологические пластины уходят в пазы 11, сжимая пружины горизонтальных фиксаторов 9 и обеспени.вая передачу усилий торцовых кромок обечайки на упоры 7 и 8. Вертикальные зажимы 10 не дают технологическим пластинам выскочить из пазов 11 вверх как во время сборки, так и при короблении во время сварки. Во время движения ложемента 17 опорная планка 23 и клавиша 21 могут разворачиватьс вокруг своих осей, исключая остановку ложемента 17 раньше выборки всего зазора вдоль стыка. По достижении нужного давления в пневмоцилиндрах 25 и 26, при котором гарантируется выбирание зазора и выравнивание торцовых , подается световой сигнал, разрешающий проведение прихвато кромок стыка и технологических пластин.
Использование предлагаемого стенда, обеспечивающего сборку обечаек с технологическими пластинами, позволяет повысить качество сварки и производительность.
Формула изобретения
Стенд для сборки продольного стыка обечаек, содержащий смонтированные на раме клавишные прижимы и раздвижной консольный ложемент с упорами для торца обечайки, отличающийся тем, что, с целью повьопения качества сварки путем обеспечения сборки .под сварку обечаек с технологическими пластинами, один из упоров для торца Обечайки установлен с возможностью перемещения вдоль .консольного ложемента, при этом в обоих упорах выполнены пазы для технологических пластин и смонтированы подпружиненные торцовые фиксаторы и винтовые зажимы для технологических пластин обечайки.
Исгочники информации/ принятые во внимание при экспертизе
1.Авторское свидете71ьство СССР
207822, кл. В 23 К 37/04, 14.11.66.
2.Авторское свидетельство СССР
№ 588090, кл. В 23 К 37/04, 12.08.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |