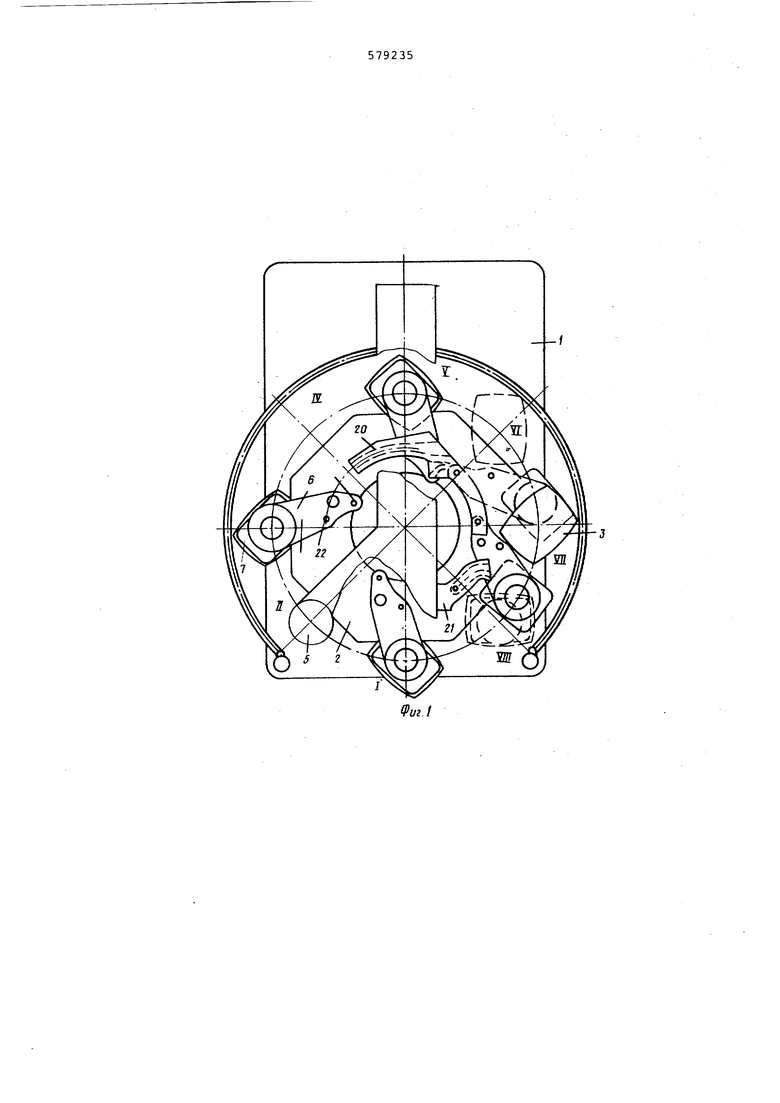
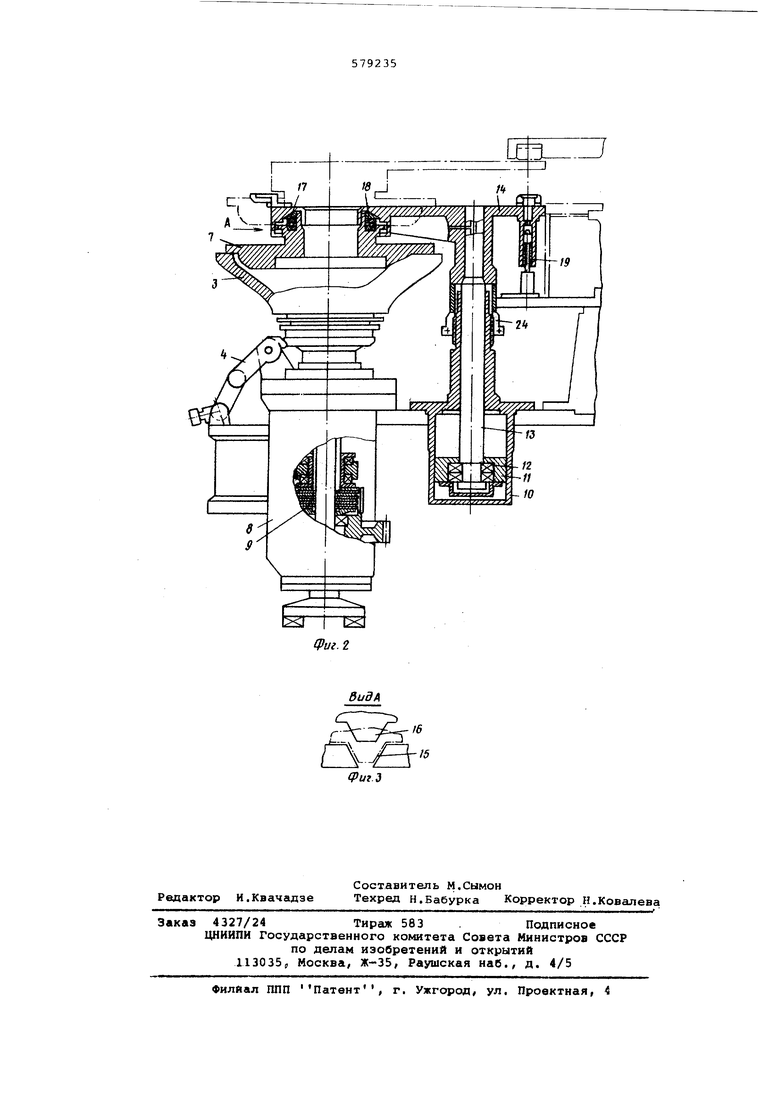
на кольце фиксатора 16. Для ррижима вкладыша 7 к форме 3 на кольце устан лен упорный подшипник 17, взаимодейс вующий с кронштейном через сферическ шайбу 18. На цилиндре 10 закреплен направляющий штырь 19. Для поворота кронштейнов на каркасе 1 имеются кул сы 20 и 21, а на кронштейне 14 ролики 22 и 23. Цилиндр снабжен гайкой 2 Цикл работы установки для центробежного формования стеклоизделий, имеющий на поворотном столе 4-е центробежные формы, включает следующие 8 технических позиций:I - прием капли; К -формование из дели я,-llf-торможение формы;IV -подъем кольца; V -охлаждение стеклоизделий; Vl -съем изделия;УП -очистка формы;V 1I опускание вкладыша на форму, Переставление вкладыша производит ся при повороте стола с позиции IV на позицию V, а установка кольца над формой при повороте стола с позиции VII на пoзициюVllI . Через отверстие во вкладыше 1 в форму 3 на ПОЗИЦИИ подают порцию стеклома сы, после чего ее переводят на позиции и сообщают вращательное движение от привода вращения форм, при этом производится частичное прессование прессующим устройством 5 При повороте стола с позицииII на позицию 111 включается тормоз 9 и производится торможение формы. После остановки формы включается привод вспомогательного вращения формы и запорно ориентирующее устройство 4 для ориентировки формы 3. При ориентировке формы 3 одновременно производится ориентировка ркла дыша 7 относительно кронштейна 14. На позиции IV подают сжатый воздух в нижнюю полость цилиндра 10. При подъеме кронштейна 14 штырь 19 дрепятствует самопроизвольному развороту кронштейна и как только ролик 22 начинает, входит вГ паз кулисы 20, штырь 19 выходит I из отверстия в кронштейне. При повороте стола 2 от позиции V к позиции VI ролик 23 взаимодействует с пазом кулисы 20 и производит поворот кронштейна с вкладышем 7 на некоторый угол, необходимый для съема стеклоизделия из формы. При повороте стола 2 от позицииУЯ к позиции Vni ролик 23 выходит из паза кулисы 20, а ролик 22 входит в паз кулисы 21. Ролик 22 взаимодействует с пазом кулисы 21 и разворачивает кронштейн в обратном направлении так, что вкладыш 7 располагается соосно с формой 3, На позиции УШ вкладыш опускают на форму цилиндром 10 и прижимают к ней. В таком положении оно находится до позиции V . Вкладыш 7 гфижимается к форме 3 кронштейном 14 через упорный подшипник 17 и сферическую шайбу 18, предназначенную для выравнивания нагрузок и на шарики подшипника. В нижнем положении гайкой 24 устанавливают зазор между кронштейном 14 и сферической шайбой 18, что позволяет paзгpyзитI пoдшипиикй шпинделя 8 от усилий цилиндра 1О. При установке вкладыца на форму 3 фиксатор 16 выходит из фиксаторного гнезда 15 и в нижнем положении вкладыш 7 может свободно вращаться относительно кронштейна 14, Перекладчик б вкладыша для каждой йентробежной формы 3 и упорный-подшипник 17 для прижиш вкладыша к позволяет операцию вращения центробежной формы : производить на одной технологической позиции П , а торможение фориы и ориентировку формы с вкладышем на другой технологической позиции, дополнительно используя для выполнения этих операций время поворота стола 2, что позволяет более чем вдвое увеличить время для выполнения этих операций, т.е. значительно снизить мощность приво- дов и нагрузки в механизмах. Наличие кулис 20 и 21 позволяет производить перемещение вкладыша тем же приводом, который используется для поворота стола. Формула изобретения Установка для центробежного формования, стеклоизделий, содержащая поворотный- стол с формами и вкладышами, прессующее устройство, перекладчик вкладышей, выполненный в виде кронштейна с захватом, установленного с возможностью перемещения и привод, отличающаяся тем, что, с целью повышения надежности и упрощения конструкции, она снабжена кулисами с пазами, а кронштейн установлен на поворотном столе и выполнен с роликом. Источники информции, принятые во внимание при экспертизе: 1. Патент СССР 358830, кл. С 03 в 19/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного формования стеклоизделий | 1975 |
|
SU585129A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1995 |
|
RU2096351C1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU358831A1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Станок для доводки торцов стеклоизделий | 1978 |
|
SU837779A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Автоматическая линия | 1987 |
|
SU1445920A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| ГАЗОПРИВОД (ВАРИАНТЫ) | 1992 |
|
RU2067185C1 |