1
Изобретение относится к области механосборочных работ и может быть использовано для сборки занрессовкой деталей, например манжет, в корпусе редукторов.
Известно устройство для запрессовки, содержащее верхний и нижний силовые цилиндры, С-образный кронштейн и опоры для центрирования корпусной детали 1.
Однако в известном устройстве центрирование отверстия осуществляется за счет базовых поверхностей, а это снижает точность центрирования и ведет к созданию громоздких стационарных устройств, что ухудщает условия запрессовки.
Известно также устройство для сборки запрессовкой деталей типа вал-втулка, содержащее смонтированные на С-образном кронщтейне силовой цилиндр и механизм центрирования, имеющий равномерно расположенные 1НО окружности центрирующие элементы 2.
Однако в известном устройстве механизм центрирования не обеспечивает центрацию при запрессовке легко деформируемых деталей, например манжет.
С целью обеспечепия запрессовки легко деформируемых деталей, например манжет различных типоразмеров, в предлагаемом устройстве механизм центрирования выполнен в виде вставки с расположенным внутри нее и
связанным с приводом толкателем, на наружной поверхиости которого выполнены продольные наклонные канавки, а центрирующие элементы выполнены в виде щарнирно-закрепленных на вставке и подпрулшненных рычагов с выступами на концах и упорами, контактирующими с наклонной поверхностью канавок толкателя.
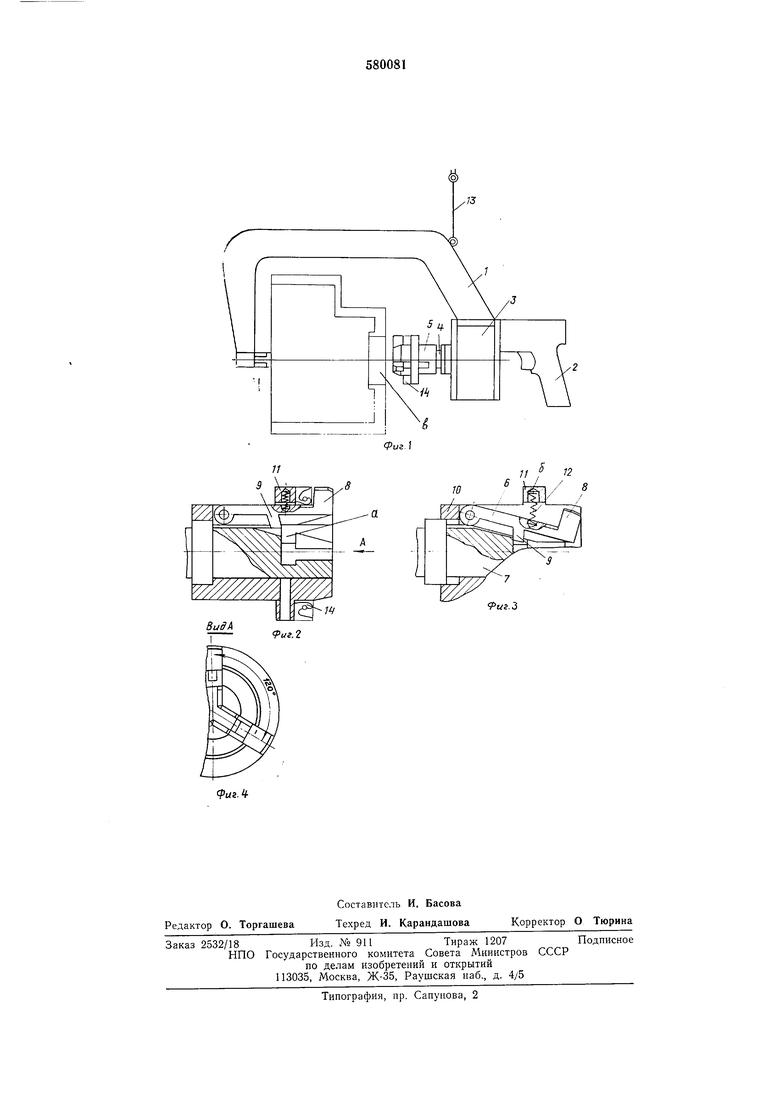
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сменная вставка в рабочем положении; на фиг. 3 - сменная вставка в момент установки манжет (нерабочее положение); на фиг. 4-вид но стрелке А на фиг. 2.
Предлагаемое устройство для запрессовки манжет состоит из С-образного кронштейна 1 с рукояткой 2 и жестко соединенного с кронщтейном 1 силового цилиндра 3, на щтоке 4 которого устанавливается сменная вставка 5. На сменной вставке 5 гпарнирно закреплены и подпружинены рычаги б, а внутри вставки расположен толкатель 7, на наружной поверхности которого выполнены продольные наклонные канавки.
Подпружиненные рычаги 6 имеют центрирующие выступы 8 и упоры 9, контактирующие с наклонной поверхностью канавок а.
Рычаги 6 сменной вставки 5 расположены под углом 120° один относительно другого. На корпусе 10 сменной вставки 5 выполнен
бурт II, в котором выполнены отверстия б. В отверстиях б установлены пружины 12.
Устройство для запрессовки манжет может быть установлено на сборочном конвейере при помощи подвески 13.
В нерабочем положении сменной вставки (фиг. 3), когда упоры 9 рычагов 6 находятся в канавках а стержня 7, а выступы 8 зтоплены под действием Пружин 12, оператор одевает манжету 14 на корпус 10 сменной вставки и продвигает ее до бурта 11, затем передвигают корпус 10 относительно толкателя 7 (корпус имеет возможность некоторого смещения по отношению к толкателю 7), при этом упоры 9, взаимодействуя с наклонной поверхностью канавок а толкателя 7, выходят из них, вследствие чего подпружиненные рычаги 6 расходятся, сжимая пружины 12, а центрирующие выступы 8 занимают рабочее положение (фиг. 2) и образуют одновременно направляющий элемент.
Затем Центрирующие выступы вводят в отверстие в корпуса редуктора, включают силовой цилиндр 3, щток 4 которого перемещает сменную вставку 5 с манжетой 14 и происходит запрессовка.
При обратном ходе штока 4 смещается стержень 7 относительно корпуса 10, при этом упоры 9 входят в канавки а, а центрирующие выступы 8 лод действием пружин 12 утапливаются в корпусе 10 (фиг. 3) и сменная вставка 5 свободно вынимается из манжеты 14.
Цикл запрессовки манжеты заканчивается.
Сменную вставку 5 можно заменить другой в зависимости от типоразмера запрессовываемой манжеты.
Устройство для запрессовки манжет позволяет значительно улучшить условия запрессовки и повысить точность центрирования.
Формула изобретения
Устройство для сборки запрессовкой деталей типа вал-втулка, содержащее смонтированные на С-образном кронштейне силовой цилиндр и механизм центрирования, имеющий равномерно расположенные по окружности центрирующие элементы, отличающееся тем, что, с целью обеспечения запрессовки легко деформируемых деталей, например манжет различных типоразмеров, механизм центрирования выполнен в виде сменной вставки с расположенным внутри нее и
связанным с приводом толкателем, на наружной поверхности которого выполнены продольные наклонные канавки, а центрирующие элементы выполнены в виде шарнирноза крепленных на вставке подпружиненных
рычагов с выступами на концах и упорами, контактирующими с наклонной поверхностью канавок толкателя.
Исто чяики информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 187656, кл. В 23Р 19/02, 1963.
2. Авторское свидетельство Ле 351667, кл. В 23Р 19/02, 1970.
7/
S X-jg
X/bii/.x---
SuffA
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ТВЕРДОСПЛАВНОЙ ВСТАВКИ С КОРПУСОМ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2373042C2 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для сборки деталей запрессовкой | 1985 |
|
SU1339005A1 |
| Устройство для замены пальцев в черпаковой цепи драги | 1982 |
|
SU1055623A1 |
| Стенд для сборки деталей запрессовкой | 1988 |
|
SU1509214A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для запрессовки деталей типа втулок в отверстия проушин изделий | 1986 |
|
SU1318383A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |