(54) КОКИЛЬ ДЛЯ ЛИТЬЯ ЧУГУННЫХ КАЛИБРОВАННЫХ
ВАЛКОВ
в соответствующем сечении, то постоянно сохраняется ковтакт пазов на кокиле и выступов на валке во всем температурном интервале трещинообразования.
При поперечной усадке валка контакт
между выступами на валке и отпечатками на кокиле предотвращает смещение поверх ностного слоя на валке по образующей. Реализация усадочных .напряжений локализуется участками, ограниченными соседними пазами. Усилия, возникающие при усадке, опре деляются длиной не Ёсей окружности, а толь ко участка, ограниченного соседними пазами. СнммеАричное растголожениё пазов относительно плоскости бертикаладого разъема ограничивает длину участков и, следователь но, величину возникающих усилий, Поскольку отсутствует возможность существенней концентрации усилий, неравномерность теплового поля в месте раъема полуколец не приводит к образованию трещин.
В процессе дальнейшего охлаждения валка, вне интервала лрещинообрааовавия, от ливка выйдет из кокгакта с пазами, что ио ключает образование остаточных напряжений
Указанное соотнощёние Глубины паза и диаметра кокиля является необходимым ус ловием эффективной работы кокиля. При ве личине соотношения меньше указанной валок может выйти из контакта с кокилем до за« вершения теьотературного интервала треши° нообразованйя, и не будет предотвращена концен грация усадочных напряжений. Если же величина соотношения болыие указанной, то при охлаждении отливки ниже темпера турного интервала трещинообразования ме ханическое торможение перемещения корочки по образующей, возникающего из«-за неравномерного теплового поля, может выз4
вать значительные внутренние напряжения. Кроме того, большая глубина паза и, следовательно, высота отпечатка, увеличивают трудоемкость механической обработки валков.
Благодаря расположению пазов в продольной плоскости, пазы g выступы не ггрепятсЯ- вуют усадке в радиальном и продольном направлениях и не создают додолнйтелуйых напряжений к тем, которые появляются при тор можении продолшой усадки профилем валка.
Применение пре.длагаемых кокилей предотзращает образование трещин на лктых валках по линии вертикального разъема полуколец а делает возможным литье валков крупно сортных и рельсобалошых станов в профилированные кокидн с тонкой покраской.
Формула изобретения
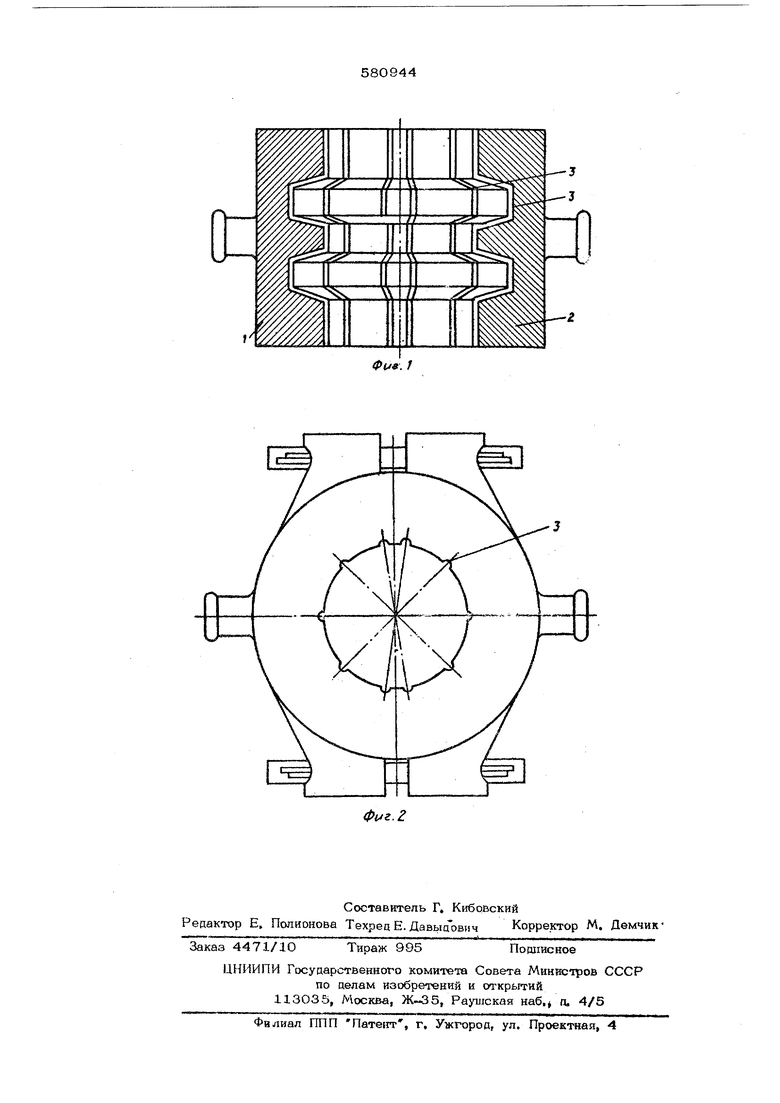
Кокиль для литья чугунных калиброванных валков, включающий разъемные составные кольца, отличающийся тем, что, о целью предотвращения образования трещйн на валках.по линии вертикального разъема полуколец, на рабочей поверхности кокиля выполнены продольные пазы, расположенные симметрично Относительно; плоскости верти jcaribHoro разъема полуколец, причем глубина пазов составляет на цилиндрических участках О,ООЗ «.0,008 внутреннего диамет ра кокиля в соответствующем поперечном сечении, на профильных участках О,ООЗ -9,008 ширины соответствующего ручья.
Источники информации, прин5йгые во вни дaниe при экспертизе:
1. А. С. Бешлык. Чугунные прокатные валки, М.; Металлургиз Rails 1955, с. 25,
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для литья профилированных чугунных валков | 1976 |
|
SU620334A1 |
| Двухслойный кокиль для литья чугунных валков | 1978 |
|
SU778918A1 |
| Форма для литья биметаллических прокатных валков | 1978 |
|
SU749562A1 |
| Кокиль для литья чугунных профилиро-ВАННыХ ВАлКОВ | 1979 |
|
SU829330A1 |
| Кокиль для литья чугунных калиброванных валков | 1987 |
|
SU1671406A1 |
| Способ отливки чугунных валков | 1968 |
|
SU550233A1 |
| СПОСОБ ОТЛИВКИ ЧУГУННЫХ ВАЛКОВ | 1971 |
|
SU453238A1 |
| Кокиль для изготовления чугунных отливок с выступами | 1985 |
|
SU1409407A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
.г
