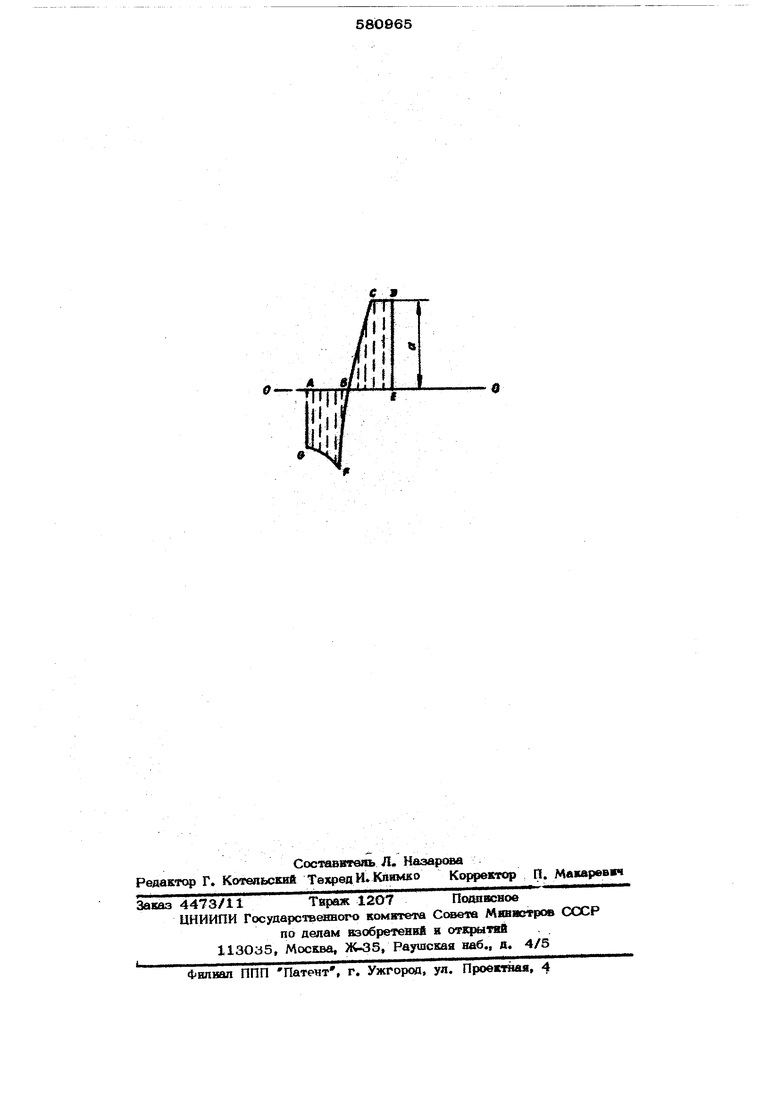
пер атуры потери сопротивления пластическо му деформированшо и в участке, примыкающем к нагреваемой , создают пластичес кую деформацию удлинения, равную по вели чине., пластической деформации yкopoчeния. Технология способа состоит в следующем. Детали, подлежащие сварке, устанавливают в оопиках раскатной машины, Давлением роликов с одновременным их вращение пластически деформируют детали на участка прилегающих к их Kpoh-KaM. При этом с помощью, например, сварочной горелки нагревают кромки деталей до температуры потери сопротивления пластическому деформировани осуществляя укорочение их на 0,15-О,2О% при охлаж.ении. Величина давления роликов н свариваемые детали выбирается такой, чтобы деформация удлинения была равна деформации укорочения кромок после нагрева. При такой термомеханической обработке на кромках деталей появляются растягивающие напряжения, близкие к сварочным, а в зонах деталей, пргшегающих к кромкам,- уравновешивающие их активные сжимающие напря-жения. На чертеже приведена эпюра распределен взаимно уравновешенных деформаций, получе ных при использовании предлагаемого способа. В результате термомеханической обработки в детали появляется поле напряжений, определяемое площадями пластических деформаций удлинения ББСД (от npof эта роликами) и укорочения АВ (от нагрева горелкой и последующего охлаждения). Плоское сечение не меняет своего п6 ложения О-О. Величина деформации а долж на быть равна 0,15-0,20% длины об{эабаты ваемых кромок. Плоское сечение детали не меняет своег положения и после сварки, так как при повторных нагревах деформации незначитель ны. Режим термомеханической обработки под бирается в зависимости от толщины и марки материала. Пример, При сварке тонкостенных профилей из титанового сплава ОТ-4 с толщиной стенки 2,0 мм нагрев кромок до температуры 85О-9ОО С на ширине 50 мм осуществляют сварочной горелкой при токе А с напряжением на дуге 9-10 В Ц. вольфрамового электрода 3|0 мм, расход аргона 8-10 л/мин. Одновременно прилегающую к кромкам зону на расстоянии 5-8 мм подвергают пластическому деформированию роликами при давлении 6-8 т со скоростью прокатки 18 м/час. Образцы после термомеханической обработки сваривают. Сравнивались остаточные деформации в образцах, прошедших перед сваркой термомеханическую обработку, и в образцах, сваренных в состоянии поставки. Укорочение образцов после термомехани- ческой обработки и сварки огсугсгвовапо, в го время как в образцах, сваренных в состочнии поставки, наблюдалось укорочение; на 0,15%, вызывающее значительные затруднения при изготовлении длинномерных конструкций. Использование описанного способа исключает необходимость разработки сборочносварочной оснастки, в частлости, с механиз taми растяжения или фиксации деталей под сварку, разработки технологии сварки с указанием последовательности наложения швов и ряда других подготовительных операций. Формула изобретения Способ уменьшения остаточных сварочных деформ ций, по которому до сварки края детали подвергают пластическому деформированию, отл ичающийся тем, что, с целью повышения качества сварного соединения, удешевления оснастки и упрощения процесса обработки, в процессе деформирования в кромках детали создают пластическую деформацию укорочения, равную 0,15-О,2О%, путем нагрева до температуры потерт сопротивления пластическому деформированию и в участке, примыкающем к нагреваемой зоне, создают пластическую деформа1(и удлинения, равную по величине пластической деформации укорочения. Источники информации, принятые во внимание при эксперт1зе: 1. Справочник по с-варке. Под ред. Винокурова В. А. Т.З., М. , 1970, с. 181.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| Способ уменьшения остаточных сварочных деформаций | 1978 |
|
SU727379A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ уменьшения остаточных деформаций и напряжений | 1980 |
|
SU946858A1 |
| Установка для сварки стыковых соединений | 1984 |
|
SU1214381A1 |
| Устройство для деформирования заготовки под сварку | 1980 |
|
SU889346A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |