(54) СПОСОБ УМЕНЬШЕНИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ
Одновременно сварочной горелкой 4 нагревают кромки деталей до температуры потери сопротивления пластическому деформированию, укорачивая их на 0,15-0,20%. Но при деформировании профильных деталей, особенно из высокопрочных сталей, алюминиевыхи титановых сплавов, усилие сжатия оказьГвается недостаточным, и деталь имеет остаточную кривизну.
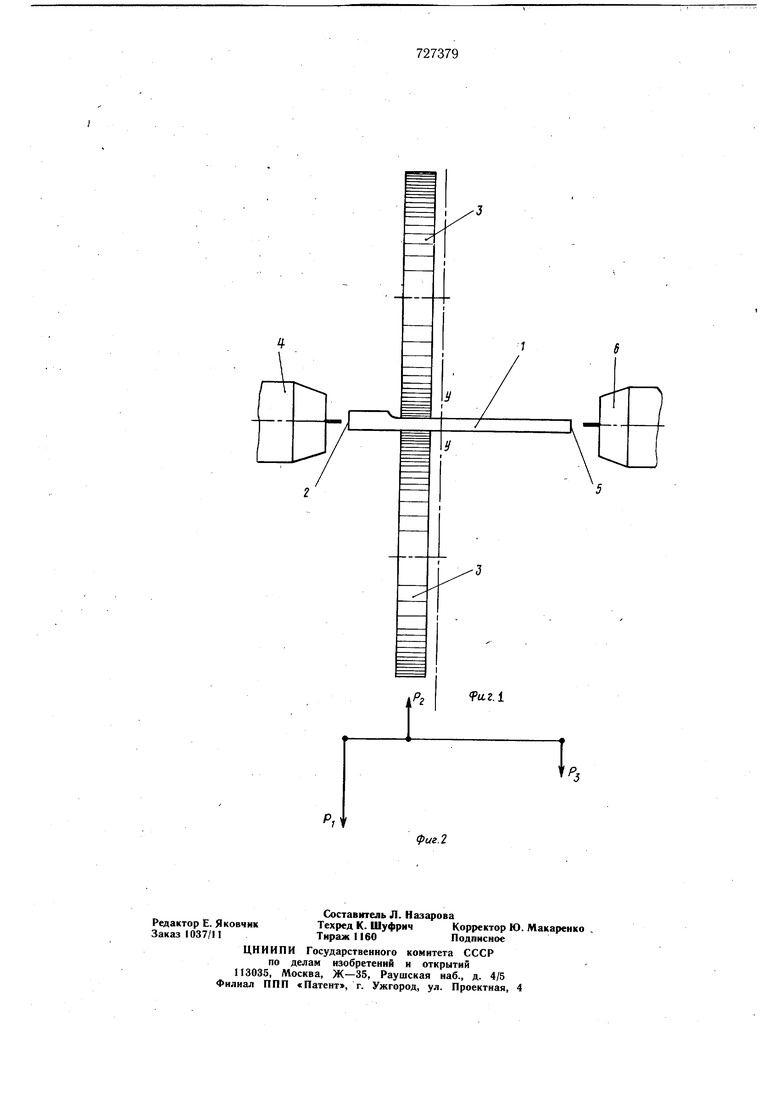
Из схемы следует, что относительно нейтральной оси УУ усадочная сила P| и момент этой силы не уравниваются силой Рг и моментом этой силы от раскатки. Являясь неуравновешенными в объеме детали, они вызывают ее изгиб.
С целью сохранения начальной формы детали необходимо приложить силу Pj, которая также является усадочной и создается нагревом кромки 5 горелки 6.
Поэтому нагревают кромку 5 детали, расположенную относительно сбриваемой кромки 2с противоположной стороны от нейтральной оси УУ. Для этого устанавливают дополнительно вторую горелку б со стороны кромки 5 примерно напротив первой горелки 4 и ведут процесс с нагревомкромки. Сила тока на первой горелке обычно равна силе тока при сварке. Скорости термомеханической обработки и сварки принимаются равными. Вторая горелка 6 работает на силе тока меньшей, чем первая.
Пример. Проводят обработку деталей из стали СН-4. Детали, толщиной 1,0 мм доведены до этой толш,ины химфрезерованием из заготовки - листа толщиной 1,5 мм.
В месте свариваемой кромки оставлено утолщение до 1,5мм. Длина детали 400 мм, ширина 100 мм.
Детали проходят досварочную термохимическую обработку в соответствии с предлагаемым способом.
Нагрев кромки первой горелкой проводят при следующем режиме:
50-55
10-12
9-10
1200
18-20м/час
Нагрев кромки второй горелкой проводят при следующем режиме:
Сила тока, А20-25
Напряжение дуги, В10-12
Расход аргона, л/мин9-10
Удлинение в месте раскатки составляет примерно 0,1 мм на каждые 100 мм. Укорочение примерно на такую же величину имеет место со стороны кромки, нагреваемой первой горелкой.
Укорочение кромки со стороны второй горелки составляет 0,3-0,5 мм на каждые 100 мм.
Термомеханическая обработка до сварки и сварка деталей не приводят к изменению начальной прямолинейной формы детали.
Формула изобретения
Способ уменьшения остаточных сварочных деформаций по авт. св. № 580965, отличающийся тем, что, с целью повышения качества сварных соединений деталей с утолщенной свариваемой кромкой, кромку детали, противоположную свариваемой кромке, подвергают дополнительному нагреву одновременно с нагревом свариваемой кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уменьшения остаточных сварочных деформаций | 1975 |
|
SU580965A1 |
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ сварки кольцевых швов оболочковых конструкций | 1983 |
|
SU1159740A1 |
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Устройство для деформирования заготовки под сварку | 1980 |
|
SU889346A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Способ уменьшения остаточных деформаций и напряжений | 1980 |
|
SU946858A1 |