(54) УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ ЗАГОТОВКИ ПОД СВАРКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Способ изготовления сварных соединений | 1984 |
|
SU1220913A1 |
| Способ уменьшения остаточных сварочных деформаций | 1975 |
|
SU580965A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1107998A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| Способ изготовления сварных оболочковых конструкций | 1988 |
|
SU1609531A1 |
| Устройство для пульсирующего охлаждения изделий | 1980 |
|
SU948592A1 |
| Способ изготовления сварных конструкций | 1980 |
|
SU925593A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
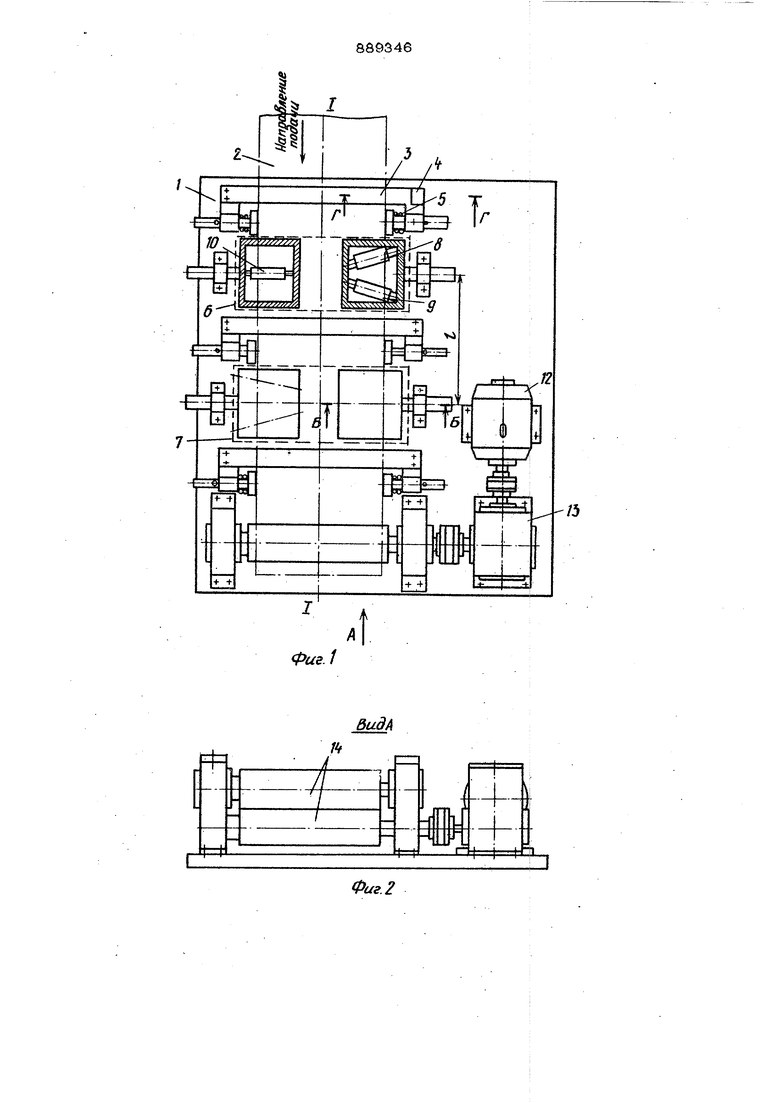
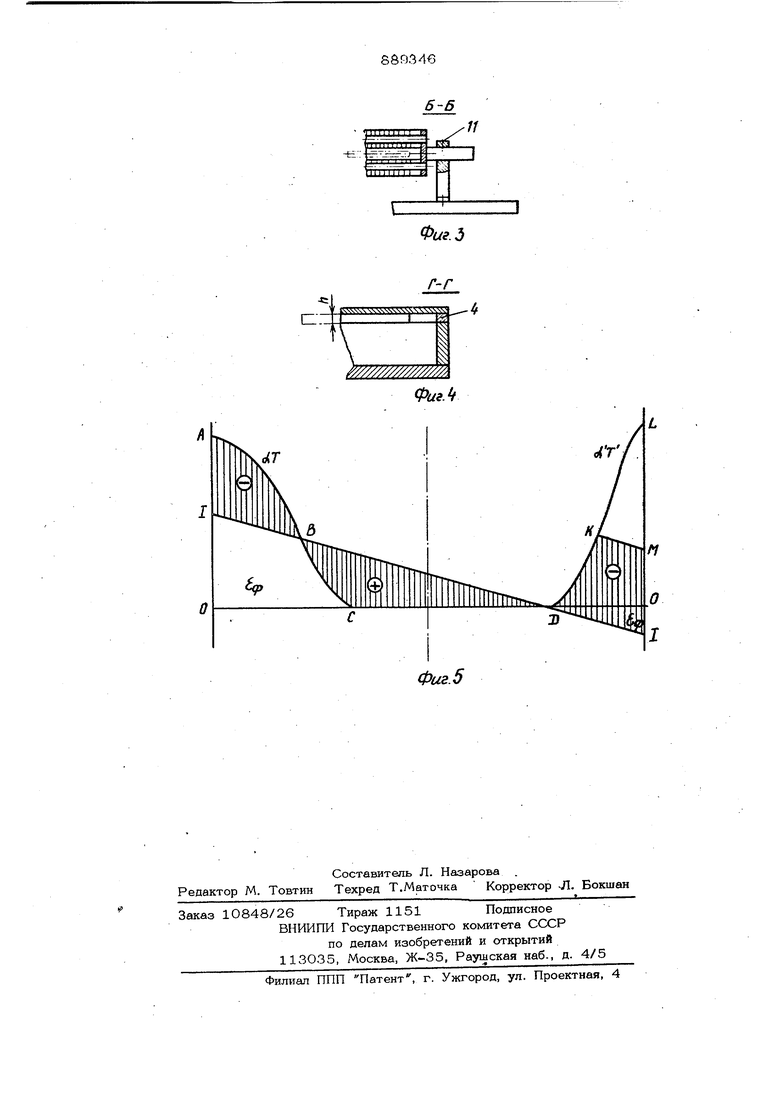
Изобретение, относится к съарочному производству, в частности к устройст.вам для деформирования заготовки под сварку и может быть использовано при дуговой сварке различных соединений в любой отрасли промышленности, преимущественно в Машиностроении и авиационной промышленности. Известно устройство для деформирования кромок заготовки под сварку, представляющее собой прижимное приспособлен ние с выпуклой рабочей поверхностью. Не посредственно под свариваемыми кромка- ми расположена медная подкладка, высота которой в зоне стыка кромок деталей выше рабочей поверхности прижима, что и обеспечивает деформацию этой зоны пере сваркой 11 Недостатком этого устройства является то, что оно предназначено только для предварительного деформирования тонколистового материала, что в результате фиксирования свариваемых кромокпод узлом, возможна угловая остаточная деформация. Кроме того, при использовании данного устройства требуется специализирсванное.оборудование для сварки. Известно также устройство для уменьшения остаточных сварочных деформаций, представляющее собой раскатную машину, в роликах которой устанавливаются детали, подлежащие сварке J . Однако давлением вращающихся роликов с одновременным нагревом установленных деталей деформируют участки, приле гающие к кромкам. Это устройство за счет своей сложности не нашло широкого применения. Наиболее близким по технической сущности к изобретению является устройство для деформирования заготовки под сварку, содержащее стол для -размещения заготов-ки, направляющие для подачи заготовки нагревательные элементы, установленные симметрично относительно продольной оси устройства и привод для перемещения заготовки ( 3 7 . Недостатком устройства является то, что сварные соединения получаемые HJ заготовок часто не отвечают требованиям предъявляемым к качеству изделий. Кроме того, недостатком такого устройства является использование его только для сбарки тавровых соединений, что ограничивает номенклатуру обрабатываемых деталей, исключая такие массовые типы сварных соединений, как нахлесточ1Пз1е и стыковые. Целью изобретения .является повышение качества сварного изделия, получаемого из деформированной заготовки, и расширение номенклатуры обрабатываемых заготовок... Цель достигается тем, что в устройстве для деформирования заготовки под свар ку, содержащем стол для размещения заготовки, направляющие для подачи заготов ки, нагревательные элементы, установленные симметрично относительно продольной оси устройства, и привод для пе ремешения заготовки, нагревательные элёменты объединены в блоки, в каждом из которых содержится три элемента: два размешены над одной из кромок изделия и расположены под углом друг к другу, а третий - над другой кромкой, под каждым блоком симметрично изделию расположен такой же блок, а вдоль продольной оси изделия размещение элементов в блоках чередуется. Кроме того, направляющие для подачи . заготовки выполнены в виде регулируемых фильер и расположены в начале, в середине и в конце стола для размещения заготовки. На фиг. 1 представлена схема устройства; на фиг. 2 - вид А на фиг. , на фиг. 3 - сечение Б-Б на фиг. 1; фиг, 4 - сечение Г-Г на фиг. 1;на фиг. 5 эпюра деформаций. Устройство содержит стол 1 для-размещения заготовки 2. На столе установлены направляющие для подачи заготовки, выполненные в виде фильер 3. Фильеры 3 представляют собой корпус со шелевидным отверстием, высота Ь которого регулируется сменной прокладкой 4, а ширина В ее изменяется за счет боковых упоров, выполненных подпружиненными тарированными пружиналга 5. Две фильеры расположены в начале и конце стола 1 по продольной оси 1-1 уст ройства и одна между блоками 6 и 7 нагревательных элементов, количество кото рых так же, как и фильер зависит от дли ны заготовки и может значительно быть больше. 6 Блоки расположен один над другим с двух сторон заготовки 2 и состоят из расположенных с одной стороны продольной оси 1-1 устройства под углом, например, к другу двух нагревательных элементов 8 и 9, и третьего - 1О, размещенного симметрично им, с другой стороны оси 1-1. Угол наклона нагревательных элементов сбздает наиболее эффективный нагрев как по температуре, так и по времени. Во всех блоках, расположенных по длине загфтовки, в частности, в блоках 6 и 7 нагревательные элементы расположены в шахматном порядке относительно продольной оси 1-1, т.е. в блоках 6 по четыре нагревательных элемента расположены справа От оси 1-1, а в блоках 7 - слева от оси 1-1. Нагревательные элементы 8-10 установлены на рамах с возможностью перемещения в поперечном направлении. Так как рамы крепятся с помощью стопорных вин- тов 11, то эт.о обеспечивает возможность изменять расстояние от продольной оси 1-1 до нагревательн тх элементов в соответствии с шириной дйготовки. Перемещение заготовки происходит с помощью привода шаговой подачи, состоящего из электродвигателя 12, редуктора 13 и пары тянущих цилиндрических валков 14, установленных за последней фильерой по ходу перемещения заготовки. Работает устр ойсзво следующим образом. Заготовку прогягивают через фильеры 3 и нагревательные Элементы 8-10, блоков 6 и 7, соосно расположенных с фильерами. Количество блбков, длина которых, исходя из ширины пластических деформаций при сварке,: не более 80 мм Для заготовки длиной 350 мм, равно двум, как изображено на фиг. 1. Включают нагрева|тельные элементы 8-10. всех блоков и Нагревают заготовку, например, до 40О-4$0. Температура нагрева должна быть не выше температуры отпуска металла пер4д сваркой. Температура отпуска различна для различных марок материалов, например для стали например для 470-550 ; Л1-Д -200-250 - 300-35(pf для титана - низкотемпературный ОТЖШ1 - 500. За счет того, что; у двух противоположных кромок 3aroTOBKifi в одном поперечном сечении расположено i разное количество нагревательных элементов (четыре с одной кромки-и Два с другой), нагрев кромок будет неодинаков, а, iследовательно, и деформации кромок будут- различными. 58 На кромке со стороны четырех нагревательных элементов возникает только зона упругих деформаций TAB за счет перемещения сечения из положения О-О в положение 1-1. Так как разность между свободными температурными деформациями об Т и деформациями фактическими Еф (положение плоского сечения) оказывается по абсолютной величине меньше величины деформации, соответствующей пределу текучести, то после остывания в этой зоне пластические деформации отсутствуют. На кромке же со стороны двух нагреватель/ных элементов разность между свободной температурной деформациейotTи деформацией фактической EJp по абсолютной величине больше величины деформации, соответсткуюшей пределу текучести, в вязи: с чем возникает зона пластической деформации КЬМ. В результате появления пластической деформации происходит местное укорочение кромки, примерно на О,1-О,2 мм при толщине материала 2 мм на базе 20 мм. Так как группы нагревательных элементов в соседних блоках расположены в шахматном порядке относительно друг друга, то зоны укорочения располагаются в том же порядке. В результате шахматного расположения зон укорочения металла кромок и их симметричного расположения относительно оси оси 1-1 устройства появляется волнистость вдоль кромок, но общего изгиба заготовки не происходит. Указанная величина волнистости не превьппает допусков под сварку и не требует дополнительной механической обработки кромки. При сварке узлов из таких заготовок сварочные усадочные напряжения равны по величине тем, которые были получены в результате нагрева до сварки. Таким образом, изменения поля напряжений после сварки не происходит, а, следовательно, и отсутствуют те виды деформаций, которые вызываются продольным укорочением. лее с помощью привода перемещают заготовку на шаг, равный длине . После сварки деформированных в устройстве заготовок, полученная конструкция не требует рихтовки или каких-либо других дополнительных операций направленных на повышение точности конструкции. Формула изобретеячя 1. Устройство для деформирования заготовки под сварку, содержащее стол для размещения заготовки, направл$пощие для подачи заготовки, нагревательные,-элемен- ты, установленные симметрично относительно продольной оси устройства, и при,ВОД для перемещения заготовки, о т л и чающееся тем, что, с целью повышения качества сварного изделия, получае- мого из деформированной заготовки, и расширения номенклатуры обрабатываемых заготовок, нагревательные элемент л объединены в блоки, в каждом из которых содержится три элемента - два размещены над одной из кромок изделия и расположены под углом друг к другу, а третий - над другой кромкой, под каждым блоком симметрично изделию расположен такой же блок, а вдоль продольной оси изделия размещение элементов в блоках чередуется, 2. Устройство по п. 1, отличающ е е с я тем, что направляющие для подачи заготовки выполнены в виде регулируемых фильер и расположены в начале, середине и в конце стола для раймещения заготовки, Источники информации, принятые во внимание при экспертизе 1- Сагалевич В. М. Методы устране сварочных деформаций и напряжений, М., Машиностроение , 1974, с. 101192./-/-р 2. Авторское свидетельство № 580965, кл. В 23 К 28/ОО, 1977. лвторское свидетельство СССР № 612775, кл. В 23 К 37/04, 1976.
/3
Фш.Ь
