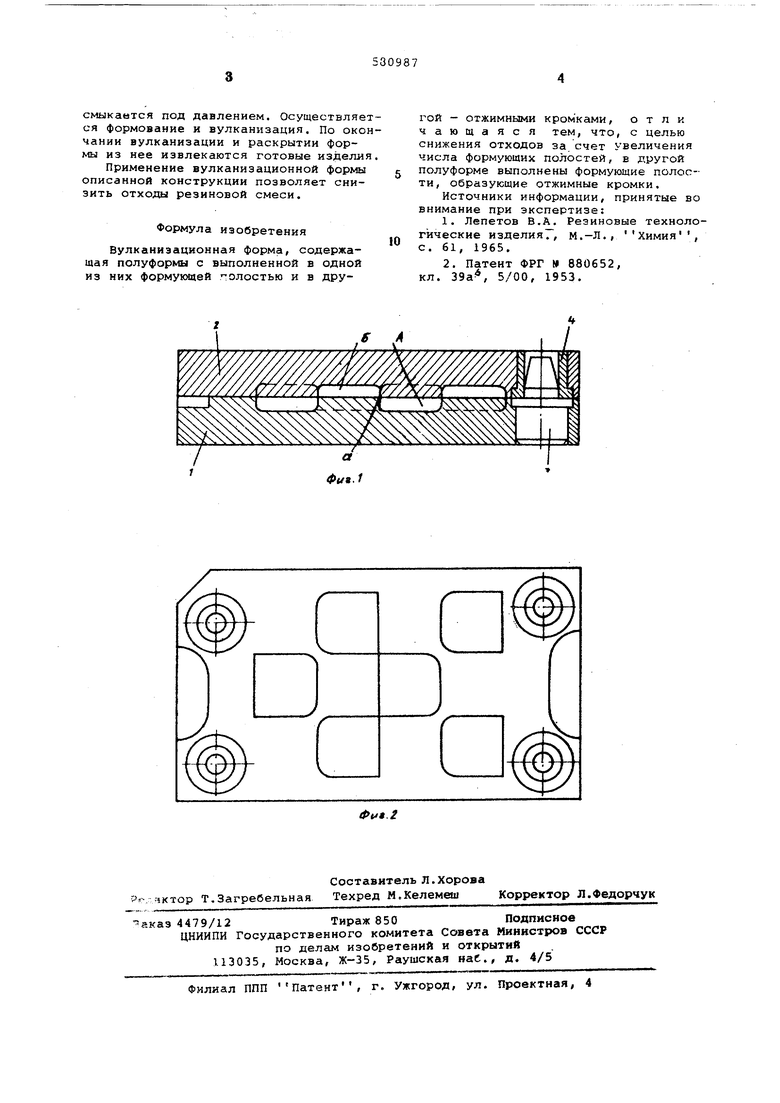
Изобретение относится к изготовле нию резинотехнических изделий и пред назначено для формования и вулканиза ции их в форме. Известна вулканизационная .форма, содержащая полуформы, в одной из которых выполнены формующая.полость и отжимные кромки l . Недостаток известной формы - нера циональное ра1Сходование прессового усилия, обусловленное выполнением об разукидих отжимные кромки канавок для сбора излишков резиновой смеси и уплотнение ее в формующей полости в то же, что и формующая полость, полуфор ме. Наиболее близка к предложенной фо ме форма, содержащая полуформы с выполненной в одной из них формующей полостью и в другой - отжимными кром ками ГзЗ Однако такое выполнение полуформ не исключает потерь резиновой смеси, вытесняемой в процессе формования в канавки для сбора и уплотнения резиновой смеси. Цель изобретения - снижение отходов за счет увеличения числа формующих полостей. Это достигается тем, что в друг-оп полуформе выполнены формующие полости, образующие отжимные кромки. Согласно изобретению каждые из двух соседних формующих полостей выполненыв разных полуформах и выполняют но отношению друг к другу функцию канавок для сбора и уплотнения резиновой смеси, уменьшая таким обраэом потери в процессе формования и вулканизации резиновых изделий. На фиг. 1 изображена предложенная форма, продольный разрез; на фиг. 2 - нижняя полуформа, план. Вулканизационная форма содержит нижнюю 1 и верхнюю 2 полуформы, в которых соответственно выполнены формующие полости А и Б, образующие по месту контакта полуформ 1, 2 отжимные кромки а. В нижней полуформе 1 смонтированы колонки 3, а в верхней полуформе 2 - взаимодействующие с ними втулки 4. Работа вулканизационной формы осуществляется следующим образом. На нижнюю полуформу 1 помещается заготовка резиновой смеси по площади Б. Заформующих полостей А тем верхняя полуформа 2 опускается, и форма, размещенная на плите пресса. смыкается под давлением. Осуществляе ся формование и вулканизация. По око чании вулканизации и раскрытии формы из нее извлекаются готовые изделия Применение вулканизационной формы описанной конструкции позволяет снизить отходы резиновой смеси. Формула изобретения Вулканизационная форма, содержащая полуформы с выполненной в одной из них формующей полостью и в другой - отжимными кромками, о т л и чающаяся тем, что, с целью снижения отходов за счет увеличения числа формующих полостей, в другой полуформе выполнены формующие полости, образующие отжимные кромки. Источники информации, принятые во внимание при экспертизе: 1.Лепетов В.А, Резиновые технологические изделияГ, М.-Л., Химия, с. 61, 1965. 2.Патент ФРГ 880652, кл. 39а, 5/00, 1953.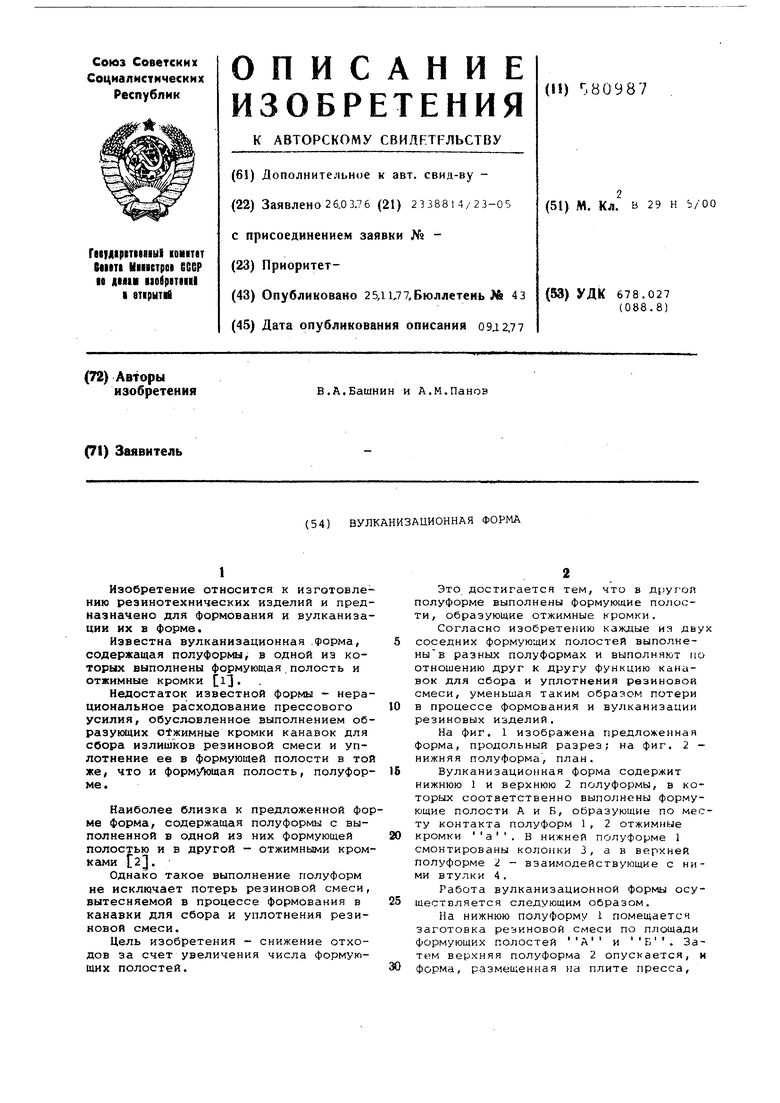
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Литьевая форма | 1973 |
|
SU443780A1 |
| Устройство для изготовления открытых с обоих торцов полых резиновых изделий | 1985 |
|
SU1351801A1 |
| Пресс-форма для изготовления резинотехнических изделий | 1989 |
|
SU1685726A1 |
| Литьевая пресс-форма для изготовления резиновых технических изделий | 1980 |
|
SU994287A1 |
| Многоместная пресс-форма для изготовления резиновых изделий | 1977 |
|
SU1033357A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1167027A1 |
