между элементами заготовки. Соотношение диаметров оболочки и еердечиика определяется соотношением толщины слоев биметаллической трубы.
Составные элементы сердечника, полученные холодным прессованием из норошка, имеют исходную илотность, различную по длппе, вследствие влияния контактного трения по стенкам нрессовой матрицы. Разброс нлотности но сечению может достигать 10-15%, при этом наибольшую плотность имеют торцы составных элементов.
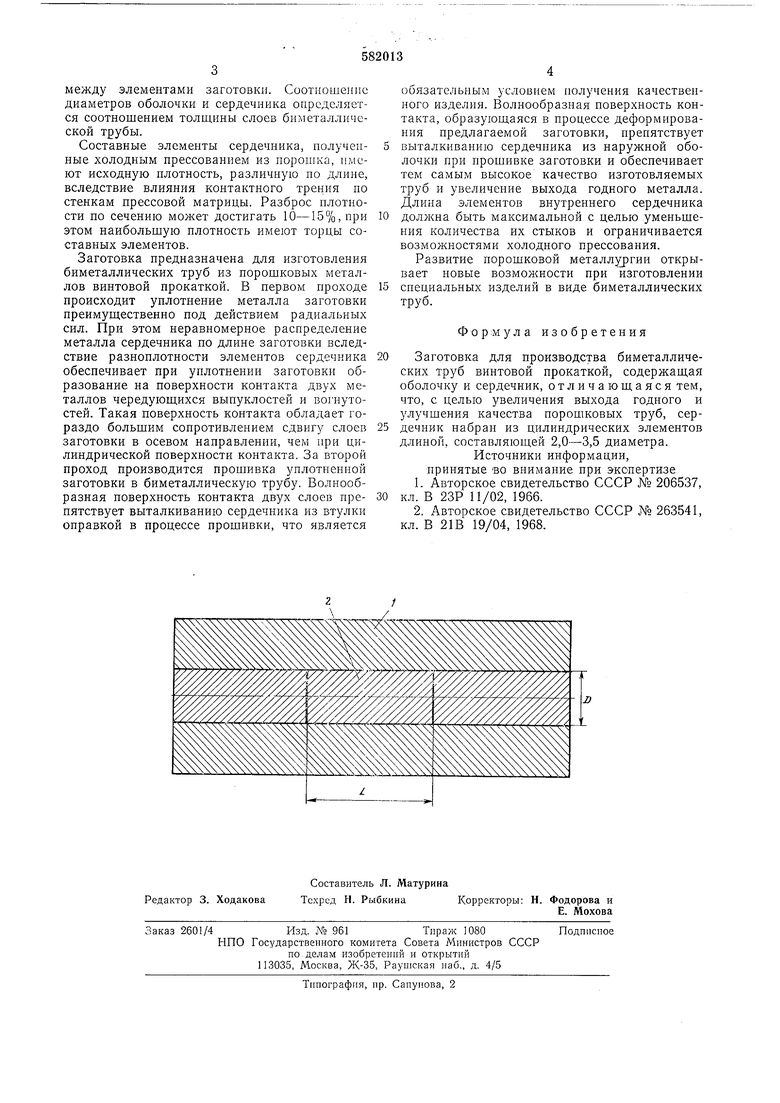
Заготовка предназначена для изготовления биметаллических труб из порошковых металлов винтовой нрокаткой. В нервом нроходе происходит уплотнение металла заготовки преимущественно под действием радиальных сил. При этом неравномерное распределение металла сердечника но длине заготовки вследствие разнонлотности элементов сердечника обеспечивает при уплотнении заготовки образование на поверхности контакта двух металлов чередующихся выпуклостей и вогнутостей. Такая поверхность контакта обладает гораздо больщим сопротивлением сдвигу слоев заготовки в осевом направлении, чем при цилиндрической поверхности контакта. За второй проход производится прощивка уплотненной заготовки в биметаллическую трубу. Волнообразная поверхность контакта двух слоев препятствует выталкиванию сердечника из втулки оправкой в процессе прошивки, что является
обязательным условием нолучения качестве иого изделия. Волнообразная новерхность контакта, образующаяся в процессе деформирования предлагаемой заготовки, препятствует выталкиванию сердечника из наружной оболочки при прощнвке заготовки и обеспечивает тем самым высокое качество изготовляемых труб и увеличение выхода годного металла. Длина элементов внутреннего сердечника должна быть максимальной с целью уменьшения количества их стыков и ограничивается возможностями холодного прессования.
Развитие порошковой металлургии открывает новые возможности при изготовлении специальных изделий в виде биметаллических труб.
Формула изобретения
Заготовка для производства биметаллических труб винтовой прокаткой, содержащая оболочку и сердечник, отличающаяся тем, что, с целью увеличения выхода годного и улучшения качества порошковых труб, сердечник набран из цилиндрических элементов длиной, составляющей 2,0-3,5 диаметра.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 206537, кл. В 23Р 11/02, 1966.
2.Авторское свидетельство СССР № 263541, кл. В 21В 19/04, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для получения биметаллических труб поперечно-винтовой прокаткой | 1980 |
|
SU897321A1 |
| Способ изготовления стальных биметаллических труб | 1986 |
|
SU1569144A1 |
| Контейнер для экструзии порошков | 1983 |
|
SU1148710A1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| Способ изготовления составных дисков | 1986 |
|
SU1416239A1 |
| Заготовка для изготовления биметаллических полых изделий | 1978 |
|
SU747680A1 |
| Заготовка для изготовления биметаллических труб | 1975 |
|
SU536034A1 |
| Способ получения биметаллических изделий | 1981 |
|
SU996046A1 |
| Способ изготовления горячекатанных биметаллических труб | 1978 |
|
SU704691A1 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
